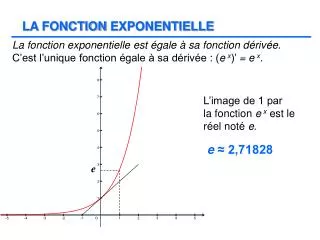
Download
1 / 30
330 likes | 501 Views
Technicien méthodes « conception de processus ». - Positionnement de la fonction. - Quelle activité doit accomplir le Technicien méthodes?. - Solutionner des problématiques de processus. Renseigner la CFAO correspondante. Simuler pour valider le processus.

E N D
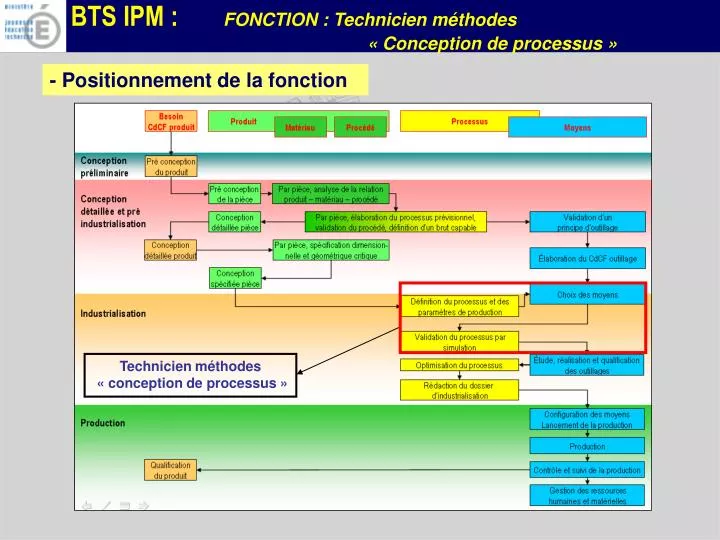
Technicien méthodes « conception de processus » - Positionnement de la fonction
- Quelle activité doit accomplir le Technicien méthodes? - Solutionner des problématiques de processus • Renseigner la CFAO correspondante • Simuler pour valider le processus • Éditer les documents en interactivité avec la CFAO • Réaliser la stratégie et le mode opératoire de contrôle
Exemple N°1 : Industrialisation de produit en moyenne série. Carter usiné pour un moto réducteur
Conception spécifiée pièce Mise en Plan Définition Numérique Spécifiée Pièce usinée Définition Numérique Spécifiée Pièce brute - Le Technicien méthodes reçoit : Masse: pièce brute 950g pièce usinée 850g Encombrement 86 x 130 x 140 Matière: AS7G-Y30
Le dossier de Préindustrialisation Processus Prévisionnel Un seul posage 4 directions d’usinage 55 surfaces usinées Maquette numérique du Porte Pièce Système de palettisation standard sur l’ensemble des moyens Moyen de Production Centre d’usinage 5 axes UGV 18000 tours Capacité Capabilité - Le Technicien méthodes reçoit :
Des moyens suivants : SIMULATION CFAO CAO Logiciels de contrôle Assistance aux choix d’outils - Le Technicien méthodes dispose:
Choix d’outils spécifiques : Gorge de circlips 2.15 Gorge de circlips 2.65 • Capabilité machine • Choix d’outils spécifiques : Barre d’alésage • Capabilité machine pour le retournement • 34 Spécifications dimensionnelles (4x J6, 1x H8 ) • 13 Spécifications géométriques précises • 7 Spécifications de surfaces (√1.6) - Problématiques de processus • Conditions de coupe. • Nombre d’outils ,polyvalence des outils (magasin outils) • Accessibilité des surfaces (collision) • Chronologie des opérations (gain de temps)
Choisir l’outil spécifique pour la réalisation de l’alésage Ø68J6. Alésage Ø68J6 arrière Alésage Ø68J6 avant • Utilisation d’un outil existant profondeur d’usinage 40 ou d’un nouvel outil pour profondeur 86. • Obligation de retournement avec axe C. • Limite de capabilité machine ? - Solutionner des problématiques de processus
SOLUTION 2 avec rotation palette: Porte à faux de l’outil plus faible. Rotation axe C et 2 déplacements en X SOLUTION 1 sans rotation de palette: Temps de réalisation plus court. Limite de Capabilité. Nouvel Outil. Rotation C - Choisir les meilleures trajectoires
- Solutionner des problématiques de processus • Choisir les outils spécifiques pour la réalisation des deux gorges d’épaisseur 2.15 mm et 2.65 mm. Gorge 2.65 arrière Gorge 2.65 avant Outil Ø60 mini, impossibilité de realiser la gorge 2.15 gauche Gorge 2.15 gauche
SOLUTION 1 avec outil mono grain d’épaisseur 2.15mm : Coût d’outillage moindre. Pas de changement d’outils. Temps d’usinage doublé sur les gorges d’épaisseur 2.65mm. Réglage plus complexe pour le suivi de production. SOLUTION 2 avec outil mono grain d’épaisseur 2.15mm et outil multi grains d’épaisseur 2.65mm : temps d’usinage réduit. coût d’outillage augmenté. Comparaison des deux cas en CFAO
Importation des modèle numériques sur machine • Position des origines • Choix des outils et des conditions de coupe • Stratégie d’usinage, type de cycle • Approches, prise de correction… • Simulation des trajectoires, comparaison des temps opératoires • Ordonnancement des opérations,calcul du temps cycle. • Renseigner la CFAO correspondante
Arborescence des Opérations Programme CN Validation du processus par simulation • Ordonnancer les opérations et éditer les programmes CN
Validation du processus de contrôle par simulation • Planifier la stratégie et le mode opératoire de contrôle
Exemple N°2 : Industrialisation de produit en moyenne série. Moyeu pour un alternateur
Quantité de pièces à produire: 2000 p / mois. Matière: Fonte Moulée EN-GJL-200 Encombrement octogone 87 sur plat x 54 Pièce finie: 565g Pièce brute: 700g • PROBLEMATIQUES • Choix du Processus. • Prise de pièce
PHASE 20 PHASE 10 PHASE 30 - Choix de processus • 3 phases • 2 états intermédiaires • 3 chargements et déchargements • Encours importants • Temps de contrôle non masqué • Taux d’engagement faible Solution 1 Phase 10 Tour 2 axes Phase 20 Tour 2 axes Phase 30 CU 3 axes
PHASE 20 PHASE 10 - Choix de processus • 2 phases • 1 état intermédiaire • 2 chargements et déchargements • Encours moins importants • Contrôle possible en temps masqué phase 10 • Diminution du coût Solution 2 Phase 10 Tour 3 axes Phase 20 Tour 2 axes
PHASE 10 A / 10 B - Choix de processus • 1 machine • 1 seul chargement, • Maîtrise du transfert et de la reprise • Diminution du temps de cycle • Taux d’engagement plus élevé • Suppression du contrôle des états intermédiaires • Suppression des encours • Contrôle en temps masqué possible • Diminution du coût … Solution 3 Phase 10 A 10B Tour bi broche
Mandrin 2 mors concentriques Mors spécifiques Symétrie de l’empreinte Meilleur équilibrage Solution 1 Mandrin 3 mors concentriques Mors spécifiques Empreintes asymétriques Meilleure tenue de la pièce Solution 2 Prise de pièce Mandrin à compensation de force centrifuge et équilibrage
Tour bi broche 6 axes - Problématiques liées aux machines complexes (FAO, simulation). Position des origines Transfert de pièce Evolution et déplacement de la tourelle Gestion des outils
Exemple N°3 : Industrialisation de produit à haute valeur ajoutée en petite série renouvelable. Embase de réservoir pour l’aéronautique
Quantité de pièces à produire: 100 pièces par série renouvelable. Pièce usinée dans la masse. Pièce à haute valeur ajoutée. Contraintes : Impossibilité de reprise sur les diamètres fonctionnels intérieurs et extérieurs. Aucune soudure admise. Nécessité d’un traitement de surfaces après usinage. Matière 6060 Encombrement: 78 x 69 x 66 Pièce finie: 150g Pièce brute:1446g Rapport 1/10 ème • PROBLEMATIQUES • Prise et reprise pièce • Outillages
Réalisation de deux troncs de cône inverse pour la prise de pièce en mors doux . Prise de pièce pour l’usinage de 2 cylindres d’axes orthogonaux
Etat 40 Etat 10 Etat 30 Etat 20 Phase 10 Phase 20 Phase 40 Phase 30 - Processus • Travail aux chocs en tournage • Choix des outils pour la réalisation de la forme intérieure • Etats de surface Ph10 CU 4 / 5axes Ph20 Tour 2 axes Ph30 Tour 2 axes Ph40 CU 4 / 5 axes
Épreuve CCF Fonction: Technicien méthode en conception de processus Coefficient: 4 Durée: 6 h Objectifs de l’épreuve: Compétences mobilisées: C09: Elaborer le processus détaillé C10: Définir les moyens et les protocoles de contrôle C11: Définir les contraintes d’environnement de production C16: Elaborer les documents opératoires de la mise en production du produit