Download
1 / 22
300 likes | 730 Views
微銑 削加工件表面粗糙度之加工參數 探討 以鋁合金 6061 為例. 指導教授 : 劉佳 營 班級 : 碩研機械一甲 學號 : MA110222 姓名 : 黃冠展. 大綱. 摘要 前言 微 銑 削 表面 粗糙 度 田口實驗法 實驗 過程與 結果 實驗設備 介紹 直交表實驗 計畫 實驗量測 結果 結 論 參考 文獻. 摘要. 本研究旨在探討高速微球端銑削之加工參數, 如主軸 轉速 、每刃 進給 、刀刃 切深 等,對加工件表面 粗糙 度之 影響

E N D
微銑削加工件表面粗糙度之加工參數探討以鋁合金6061 為例 指導教授:劉佳營 班級 : 碩研機械一甲 學號 : MA110222 姓名 : 黃冠展
大綱 • 摘要 • 前言 • 微銑削 • 表面粗糙度 • 田口實驗法 • 實驗過程與結果 • 實驗設備介紹 • 直交表實驗計畫 • 實驗量測結果 • 結論 • 參考文獻
摘要 本研究旨在探討高速微球端銑削之加工參數,如主軸轉速、每刃進給、刀刃切深等,對加工件表面粗糙度之影響 以鋁6061 材料進行微球端銑削加工實驗,以田口實驗法找出影響高速微端銑削加工件表面粗糙度的重要加工參數
前言 • 高速切削加工方面的研究可追述至1930年代沙羅門(Mr. Salomon)開始進行研究 • 提昇切削速度並不會影響到刀具壽命 • 切削刀具的磨耗及溫度會隨切削線速的增加而昇高,直到超過某一個臨界值,刀具的磨耗和溫度會急劇下降
前言 • 高速銑削有兩項重要特徵 • 切削力會隨著切削速度的增加而下 • 切削溫度會隨著切削速度的增加而急劇上昇 • 高速切削加工之效益 • 快速去除切屑 • 溫度控制 • 切削負載控制 • 表面精加工 • 模具精加工
二.微銑削 • 近年來,微小化幾乎是各產業的趨勢,相對的其組成元件也必須使用微小元件,應用方面相當廣泛 • 生醫科技 • 半導體產業 • 通訊產業 • 機器人 • 微小元件 • 微小加工
二.微銑削 • 微製造加工技術(Micromanufacturing) • 深刻模造(LIGA)技術 • 聚焦離子束(Focused Ion Beam) • 準分子雷射(Excimer Laser) • 飛秒雷射(Femto-second Laser) • 微放電加工(Micro-EDM) • 機械加工(Micro machining) • 微加工技術的尺度範圍
三.表面粗糙度 Ra: 中心線平均粗糙度 Rz:十點平均粗糙度 Rmax :最大高度粗糙度
三.表面粗糙度 • 產生表面粗糙度的八個原因
望目特性S/N 比 四.田口實驗法 田口實驗法中最重要的比較指數為信號雜訊比,為信號(Signal)與雜訊(Noise)的比值,簡稱S/N 比(η) yi:表面粗糙度量測值 n:實驗次數 S:靈敏度 dB:分貝(信號雜訊比單位) MSD:均方偏差值(Mean square departure)
四.田口實驗法 S/N 比又可分二種類型
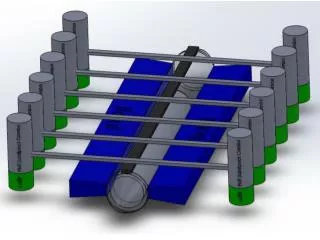
五.實驗過程與結果-實驗設備介紹 微銑削加工機台
五.實驗過程與結果-實驗設備介紹 • 微球銑削刀具 • 球銑刀徑:R200μm • 銑刀螺紋角:30° • 表面粗糙度量測 • 機型:SJ401 • 精度:0.000125 μm
五.實驗過程與結果-直交表實驗計畫 建立控制因子與水準數
五.實驗過程與結果-直交表實驗計畫 選擇直交表L25()
五.實驗過程與結果-實驗量測結果 採用望小特性計算S/N 比 S/N 比回應表
五.實驗過程與結果-實驗量測結果 A:轉速 B:進給 C:軸向切深 由表結果可知最佳的水準組合為A5B4C1
五.實驗過程與結果-實驗量測結果 以最佳加工參數為切削條件進行微球端銑削加工實驗驗證 即高轉速55,000 rpm (A5)、每刃進給2.777 μm (B4)、軸向切深0.005 mm (C1) 粗糙度為Ra=0.035 μm
六.結論 以最佳加工參數,所得之表面粗糙度Ra=0.035μm 為最低 加工件之表面粗糙度已可達到CNS 所規範之超光面(Ra 值0.01~0.1μm) 0.01 μm < 0.035 μm< 0.1 μm 每刃進給越高所得到之表面粗糙度越低,但超過2.777 μm/tooth 後卻開始下降
六.參考文獻 康耀鴻、王威凱”影響高速微球端銑削加工件表面粗糙度之加工參數探討-以鋁合金6061 為例” 2010 精密機械與製造科技研討會論文集
報告完畢 謝謝聆聽