Download
1 / 21
220 likes | 515 Views
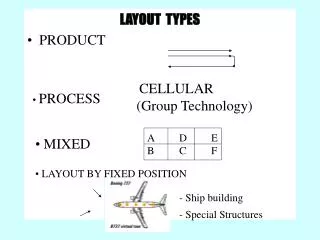
Product layout. Assembly-line balancing approach. Facility layout. Process terminology Cycle time: Average time between completions of successive units. Bottleneck: Factor that limits production. Slowest operating component in the production line.

E N D
Product layout Assembly-line balancing approach
Facility layout • Process terminology Cycle time: Average time between completions of successive units. Bottleneck: Factor that limits production. Slowest operating component in the production line. Capacity: Measure of output per unit time when fully busy. (typically measured as reciprocal of cycle time) Capacity utilization: Measure of how much output is achieved with respect to the total capacity available. Throughput time: Time taken to complete a process from arrival to exit. Sum of critical path operations plus waiting time in queue.
Assembly line balancing • Typically, sequence of tasks required to assemble a product is dictated by its design. • However, for many assemblies that consist of a large number of tasks, there are a large number of ways to group tasks together into individual workstations while still ensuring the proper sequence of work. • Assembly line balancing is a technique to group tasks among workstations so that each work-station has, ideally, the same amount of work.
Assembly line balancing • Example: if it took 90 seconds to assemble a pen, and the work was divided evenly among three workstations, then each workstation would be assigned 30 seconds of work content per unit. Basic assumptions: • No idle time per workstations; and the output of the first workstation immediately becomes input to the next workstation. • In the current example, there are no bottleneck workstations, and the flow of pens through the line is continuous.
Assembly line balancing • Objective of assembly line balancing is to minimize the imbalance among workstations while trying to achieve a desired output rate. • So either, one can minimize the number of workstations for a given production rate or maximize the production rate for a given number of workstations. • Though typically carried out at the design stage of the assembly line, line balancing is also required whenever there is a change in product design and/or new product introduction.
Assembly line balancing • Input for assembly line balancing: • A set of tasks to be performed and the time required to perform each task • The precedence relations among the tasks- that is, the sequence in which tasks must be performed, and • The desired output rate or forecast of demand for the assembly line. • The first two requirements can be obtained from the product design documents • The third one is specified by the management.
Assembly line balancing: Example • An activity consisting of three tasks: A, B and C. • Task A is first, and takes 0.5 minutes • Task B is next, and takes 0.3 minutes • Task C is the last, and takes 0.2 minutes. • Since, all the tasks must be performed to complete one part, total time required to complete one part is 0.5+0.3+0.2 = 1 minute.
Assembly line balancing: Example • Suppose that one worker performs all three tasks (sequentially). • Then in an 8-hour shift, the worker could produce – 480 parts/day. • How?
Assembly line balancing: Example • Now suppose, three workers are assigned for the line, each performing one of the tasks. • The first operator can produce 120 parts per hour, since the task time is 0.5 min. Thus, a total of 960 parts/day. • The second worker takes only 0.3 min to finish the tasks and hence can produce 1,600 parts/day. • Lastly, the third worker can produce 2,400 parts/day. • However, the second worker cannot produce 1,600 parts because the first worker has a lower production rate. So the second worker is idle some of the time waiting on components to arrive from the first operator.
Assembly line balancing: Example • Same thing happens for the third worker. • So the maximum output of this three-operator assembly line is 960 parts/day. • That is, the workstation 1 performing task A is a bottleneck in the process.
Assembly line balancing: Example • Now suppose that two workers are assigned to the assembly line. • The first operator performs task A; and the second operator performs tasks B and C. • Now, since each operator needs exactly 0.5 min to complete the assigned duties, the line is said to be balanced and the production is 960 parts per day. • Thus, we have achieved the same output (of 960 parts) using just two operators.
Assembly line balancing Cycle time • The interval between successive outputs coming off the assembly line. • In the previous example, if we use only one operator, the cycle time is 1 minute. One completed assembly per minute. • If two workstations are used, the cycle time is 0.5 minutes. • Finally, if three workstations are used, the cycle time is still 0.5 minutes. Task A is the bottleneck. Thus, the line can produce only one assembly every 0.5 minutes.
Assembly line balancing: Cycle time • The cycle time cannot be smaller than the largest operation time, nor can it be larger than the sum of all operation times. • Cycle time is related to the output rate (R ): CT = A/R, where A = available time to produce the output. • The output rate is typically a demand forecast. • So for a given output rate we can calculate the cycle time.
Assembly line balancing: Cycle time • However, if the required cycle time (based on the required production rate) is smaller than the largest task time, then the work content must be redefined by splitting some tasks into smaller elements. • Alternatively, R = A/CT. • That is, for a given cycle time, we can determine the output rate that can be achieved. In the example, the shift has 480 minutes. • So for one-station configuration, R = 480/1.0 = 480 parts/shift • And for a two-station layout, R = 480/0.5 = 960 parts/shift.
Product layout and work allocation problem • Standard services can be divided into sequence of steps that all customer have to go through. • Resembles manufacturing assembly line. • The job requiring most time per customer is the bottleneck. • A well-balanced line would have all jobs of nearly equal duration. • Grouping of activities (operations) should focus on line-balancing and avoiding bottlenecks. • Additional stations at the bottleneck could also be considered. • e.g. Himalaya mess layout.
Bottleneck operation Work allocation at an airport
1 (20, 180) 2 (16, 225) 3 (40, 90) 4 (24, 150) 5 (18, 200) 6 (15, 240) 3 (40, 90) 2, 4 (40, 90) 1 (20, 180) 5 (18, 200) 6 (15, 240) 3 (40, 90) 2, 4 (40, 90) Work allocation at an airport
Facility design • Direct correlation between operations and facility design. • Design and layout represent the supporting facility component of service package. • Factors influencing facility design: Nature and objective of organization; land availability; flexibility; security; aesthetics; community and environment. • Community and environment: Design of facility has the greatest important where it directly affects the society. e.g. A prison in a locality?
Facility design factors • Nature of organization: The core service offered should dictate the parameters of design. Appropriateness of design also important. e.g. Physician’s office should give patients privacy while undergoing medical check-up. Would you open an account in a bank which operates out of a tin-shade? • Land availability: Space constraints, zoning rules are a reality which a good design should accommodate. e.g. Franchise for Reid and Taylor in India should have certain minimum sq. feet area.
Facility design factors • Flexibility: Design should be dynamic to allow for future growth and changes in services. e.g. Parking lot for a restaurant. • Security: Airport design of today needs to consider space for passenger and luggage screening. • Aesthetics: Service providers delivering essentially same service could be perceived different because of aesthetics. e.g. Staff canteen and Tifanis?