Download
1 / 28
320 likes | 776 Views
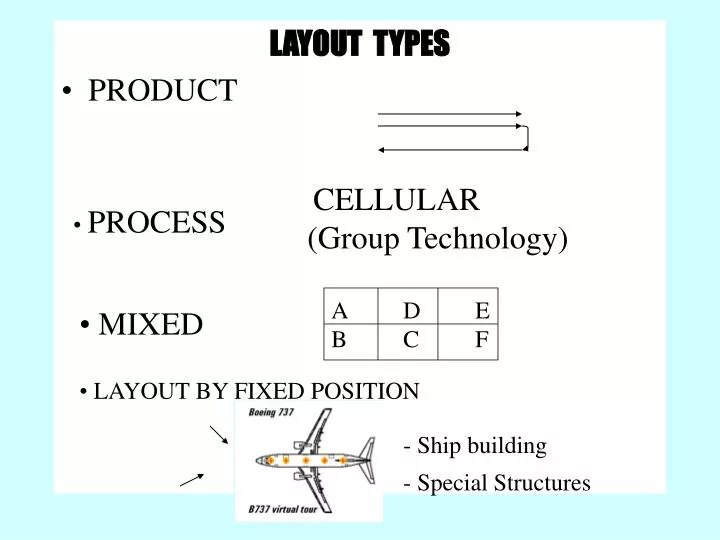
LAYOUT TYPES PRODUCT . CELLULAR (Group Technology). PROCESS. A D E B C F. MIXED. LAYOUT BY FIXED POSITION. - Ship building - Special Structures. LINKS AMONG PRODUCT, PROCESS, SCHEDULE AND LAYOUT DESIGN. PRODUCT DESIGN. LAYOUT DESIGN. SCHEDULE DESIGN. PROCESS DESIGN.

E N D
LAYOUT TYPES PRODUCT CELLULAR (Group Technology) • PROCESS A D E B C F • MIXED • LAYOUT BY FIXED POSITION - Ship building - Special Structures
LINKS AMONG PRODUCT, PROCESS, SCHEDULE AND LAYOUT DESIGN PRODUCT DESIGN LAYOUT DESIGN SCHEDULE DESIGN PROCESS DESIGN
PRODUCT LAYOUT 1. Smooth and logical flow lines 2. Small in process inventories. 3. Total production time/unit short. 4. Reduced material handling 5. Little operator skill, training simple 6. Simple production planning & control 7. Less space for work in transit and temporary 1 2 3 n INPUT FINAL OUTPUT
A F B C D E
A G H F B D E C
P - Q CHART Product Layout Combination Layout Process Layout Q Quantity to be Made P (No. of Products or “VARIETY”
INPUT DATA & ACTIVITES 1. Flow of Materials 2. Activity Relationship Analysis 3. Relationship Diagram 4. Space Reqd. 5. Space Available 6. Space Relationship Diagram Search 7. Modifying Considerations 8. Practical Limitation 9. Development Layout Alternatives Selection 10. Evaluation
16’ 16’ 16’ 16’ 16’ 16’ Raw mtl. Lathe-1 Inspect -1 Saw Drill Mill 1 1 16’ 2 24’ 1 Lathe-2 3 7 8 5 11 12 13 14 Fin. goods Packing Inspect-2 24’ 6 15 4 16’ 3 4 10 9 2 6 2 5 4 3
Operation Inspection Storage
Raw mtl. Saw Lathe Drill Mill 5 11 12 13 14 3 7 8 9 1 11 2 3 Fin. goods Packing Inspection 1 5 4 6 6 2 4 10 3 2 15 4
As such, the construction of a from-to chart is a convenient means of reducing a large volume of data into a workable from. By inspecting the data displayed in the from-to chart, the layout analyst can identify the departments having large volumes.
Fig 2 From-to chart showing number of materials handling trips per day between departments.
Normally, the from-to chart is used to analyze the flow in process layouts. The item movement that occurs over some specified period of time is totaled for all products and entered in the from-to chart. Figure 3
1 Office O 4 2 E 5 Foreman I O 5 3 3 O U 4 Conference room 1 U U 2 4 U 1 U 2 Parcel post 1 U U U 2 5 O O U U 4 2 Parts shipment 1 U U U U 2 6 U 1 U U Repair and service parts 2 U U U E 3 U U 7 1 1 1 A Service area U 4 1 8 E U 3 U U Receiving 9 A 1 E Testing 3 10 General storage
Code Reason Rating Definition A E I O U X Absolutely Especially Important Important Ordinary closeness OK Unimportant Undesirable 1 2 3 4 5 6 7 8 9 10 Flow of materials Ease of supervision Common personnel Contact necessary Convenience Fig.:5 Activity relationship chart
5 8 7 Legend A Rating E Rating 10 9 6 I Rating O Rating 4 2 3 U Rating X Rating 1
To the 5,503 square feet of floor for production, we must add the 1,448 square feet shown in Table 4 to give an estimate of 6,951 square feet of floor space required in total.
Designing the Layout 5 (500) 8 (200) 7 (575) 9 (500) 6 (75) 10 (1,750) 2 (125) 3 (125) 4 (350) 1 (1,0)
The Plant Layout Problem 5 8 7 6 10 2 9 80’ 3 1 4 65’
Objectives in different kinds of Layout Process, Product, Mixed Systematic Layout Planning for Process Layouts From to charts to measure material handling effort Step by Step procedure for a sample layout A precursor to Computerized Layout Planning SUMMARY