Download
1 / 17
360 likes | 1.22k Views
Rolling And Extrusion. Rolling Process Points: Significant shape change Capital intensive Large volume Usually hot worked (isotropic)* Oxide scale Tolerances difficult to hold. * Can be followed by cold rolling to improve tolerances and directional properties.

E N D
Rolling And Extrusion
Rolling Process • Points: • Significant shape change • Capital intensive • Large volume • Usually hot worked (isotropic)* • Oxide scale • Tolerances difficult to hold * Can be followed by cold rolling to improve tolerances and directional properties
Rolling Products Billet Blooms (> 6” x 6”) Slab Ingots Billets (> 1.5” x 1.5”) Slab (> 10” x 1.5”)
vr Rolling Model q R p vo vf to tf L • Assumptions: • Infinite sheet • Uniform, perfectly rigid rollers • Constant material volume:to wo Lo = tf wf Lf“rate” (to wo vo = tf wf vf ) • where Lo = initial plate length Lf = final plate length vr R = roller radiusp = roll pressure L = contact lengthq = contact angle vr = roll speed to = initial plate thickness tf = final plate thickness vo = plate entry speedVf = plate exit speed
Point of greatest contact pressure = no slip point Rolling Model Define draft = d = to - tf Draft limit = dmax = m2R m = 0.1 coldm = 0.2 warmm = 0.4 – 1.0 hot Define forward slip = s = (vf – vr)/vr Does it make sense that vr < vf?
Define true strain = e = ln(to/tf) (Note: use to/tf to keep > 0) Apply average flow stress = Yf = K en /(1 + n) Approximate roll force = F = Yf w L where L = R(to – tf) Torque estimated by T = 0.5 F L Power = P = Tw = 2pw F L (for two rollers) R– (to–tf)/2 R q L Rolling Model– stress, strain, force, power
Roll a 12 inch wide strip, that is 1 inch thick, to 0.875 inch thickness in one pass with roll speed of 50 rpm and radius = 10 inches. Material has K = 40,000 psi, n = 0.15 and m = 0.12. Determine if feasible and calculate F, T, and power if so. Solution: Feasible since dmax = (0.12)2 (10) = 0.144 in. > d = 1.0 – 0.875 = 0.125 in. Contact length = L = 1.118 in. e = ln(1.0/0.875) = 0.134 Yf = (40,000)(0.134)0.15/1.15 = 25,729 psi Rolling force = (25,729)(12)(1.118) = 345,184 lb Torque = (0.5)(345,184)(1.118) = 192,958 in.-lb Power = P = (2p)(50)(345,184)(1.118) = 121,238,997 in.-lb/min (306 hp) Example 21.1 in text
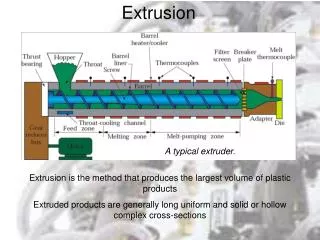
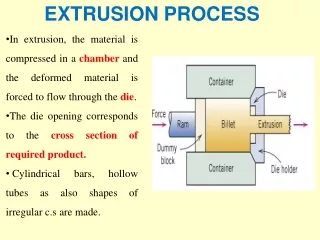
Extrusion • Limitation – requires uniform cross-section vs length • Advantages: • Variety of shapes • Control mechanical properties in cold and warm extrusion • Little wasted material • Good tolerances • Types : Direct extrusion and indirect extrusion Less friction!
L Do p Df Extrusion Model • Assumptions: • Circular cross-section • Uniform stress distribution p = ram pressure L = remaining billet lengthDo = chamber diameter Df = extrudate diameter
Define extrusion ratio = rx = Ao/Af Frictionless model: ideal true strain = e = ln rx ideal ram pressure = p = Yf ln rx With friction: Johnson eqn ex = a + b ln rx Extrusion Model – stress and strain Ao = billet (chamber) area Af = extrudate area a = 0.81.2 £ b £ 1.5
Indirect extrusion ram pressure = p = Yf ex (ex is from Johnson eqn) and where Yf is found using the the ideal true strain e = ln rx In direct extrusion, difficult to predict the chamber/billet interactive friction, so use the shear yield strength ( about Yf /2 ) to estimate the chamber wall shear force as pf p Do2/4 = Yfp Do L/2 giving pf = 2 Yf L / Do and where pf = additional pressure to overcome wall friction force Total ram pressure becomes p = Yf (ex + 2L / Do ) Extrusion Model – stress and strain
Apply a shape factor Kx (experimental results): Kx = 0.98 + 0.02 (Cx / Cc)2.25 where Cx = perimeter of extruded shape Cc = perimeter of circle having same area of extruded shape Applies for 1.2 £ (Cx / Cc) £ 1.5 For complex extrudate: Indirect p = Kx Yf ex Direct p = Kx Yf (ex + 2L / Do ) Extrusion Model – non-circular sections
Extrusion Model – forces and power Ram force = F = pAo Power = P = Fv
Extrusion example A billet 3” long and 1” diameter is to be extruded as a round extrudate in a direct extrusion operation with extrusion ratio of rx = 4. Given die angle of 90°, strength coefficient of 60,000 psi, and strain hardening exponent of 0.18, use the Johnson formula with a = 0.8 and b = 1.5 to estimate extrusion strain, and then determine the pressure applied to the end of the billet as the ram moves forward. Solution: e = ln rx = ln 4 = 1.3863 ex = 0.8 + 1.5(1.3863) = 2.87945 Yf = 60,000(1.386)0.18/1.18 = 53,927 psi
Extrusion example A billet 3” long and 1” diameter is to be extruded as a round extrudate in a direct extrusion operation with extrusion ratio of rx = 4. Given die angle of 90°, strength coefficient of 60,000 psi, and strain hardening exponent of 0.18, use the Johnson formula with a = 0.8 and b = 1.5 to estimate extrusion strain, and then determine the pressure applied to the end of the billet as the ram moves forward. Solution continued: p = Yf (ex + 2L/D) = 53,927 [2.87945 + (2)(3)/1] p = 478,842 psi
Rolling and Extrusion What have we learned?