Download
1 / 10
100 likes | 356 Views
Shriram foundry ltd. kolhapur. PART NAME: ALL TYPES FLYWHEEL HOUSING’S. SUBJECT:- “DOWEL POSITION” OUT OF PRINT. ENGINE SIDE DOWEL POSITION. SFL Not achieved as per print. i.e.0.025mm. TRANSMISSION SIDE DOWEL POSITION. SFL Not achieved as per print.i.e0.025mm.

E N D
Shriram foundry ltd. kolhapur PART NAME: ALL TYPES FLYWHEEL HOUSING’S SUBJECT:- “DOWEL POSITION” OUT OF PRINT ZANVAR GROUP OF INDUSTRIES
ENGINE SIDE DOWEL POSITION SFL Not achieved as per print. i.e.0.025mm ZANVAR GROUP OF INDUSTRIES
TRANSMISSION SIDE DOWEL POSITION SFL Not achieved as per print.i.e0.025mm ZANVAR GROUP OF INDUSTRIES
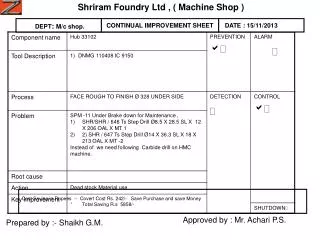
TRIAL TAKEN FOR ACHIEVE POSITION Initionaly we started machining these flywheel housing on HMC , that time we achieved Dowel position up to 0.2 mm. We had taken some trials like ,improved resting . (increase contact of resting face) , Control flatness, change clamping positions with specific torque. After this we got improved result by 10%-15%. .i.e. up to 0.18 , but not within print. There was improvement in position, but SFL In-house rejection was near about 20 %to 25%. This called for a decision ,to go for SPM with Fixed spindle heads for getting better accuracy in CD Dimn. and positions. ZANVAR GROUP OF INDUSTRIES
DOWEL BORING SPM Accordingly we designed & got manufactured the machine as shown in picture. Where both side dowels and seal bores & stater motor bore are produced at a time. FIXED HEAD ZANVAR GROUP OF INDUSTRIES
TRIAL TAKEN FOR ACHIEVE POSITION After introducing SPM ,with manual clamping we improved result by 15%. But still the position was out of print. After this we introduced hydraulic clamping (replacing manual clamping) with specific pressure, And Controlled in flatness ,But still there was no major impact on the position. We approached for technical help,to JD for this matter. JD Experts visited at our works for resolving this issue. Our joint efforts also could not lead us nearer to the print requirements. At this stage even our in-house rejection is more than 18%which is major loss for us.(which we bear daily, to meet your schedule time to time.) And, we are continuously in touch with JD team. (see attached Correspondence) ZANVAR GROUP OF INDUSTRIES
OUR ANALYSIS • In our Opinion , • Following Points need to be re-considered • CD & position for length 275mm and length 406mm. • (which are same in the print). • Effect of Flatness(0.25) on the position for both lengths. • Temperature variation, during day & night. • CMM to CMM inspection Variation . • Damages in transits (improper Stacking by transporter). • Identical parts drawings of other customer • showing wide tolerances are attached for your ready reference. ZANVAR GROUP OF INDUSTRIES
INHOUSE REJECTION FOR ‘DOWEL POSITION’ ZANVAR GROUP OF INDUSTRIES
CUSTOMER END REJECTION N C from Jul – 2010 to October -2011 ZANVAR GROUP OF INDUSTRIES
THANK YOU ! Shriram foundry ltd. kolhapur ZANVAR GROUP OF INDUSTRIES