Download
1 / 21
210 likes | 436 Views
SHRIRAM FOUNDRY LTD. QUALITY CIRCLE ACIVITY. V GROOVE PULLEY 0355 771 REJECTION CONTROL. FIRST MEETING DATE – 22/10/2011 DAY – SATURDAY TIME - 4.00 pm. GROUP FORMATION & SELECTION OF PROJECT. GROUP NAME – CREATIVE GROUP CO-ORDINATOR – Mr. S.R POSUGADE

E N D
SHRIRAM FOUNDRY LTD. QUALITY CIRCLE ACIVITY. V GROOVE PULLEY 0355 771 REJECTION CONTROL
FIRST MEETINGDATE – 22/10/2011 DAY – SATURDAY TIME - 4.00 pm • GROUP FORMATION & SELECTION OF PROJECT. • GROUP NAME – CREATIVE GROUP • CO-ORDINATOR – Mr. S.R POSUGADE • FACILITATOR – Mr. P.D.WAGHAVE • TEAM LEADER – Mr. P.N.PATIL • TEAM MEMBERS – 1) Mr. HANUMANT KADAM 2) Mr. BHARAT PAWAR 3) Mr. PRADEEP PATIL 4)Mr. SHIVRAM WAKADE 5)Mr. SHANKAR ATTYALKAR 6)Mr. DAGDU KADAM 7) NAGESH BHOSALE MEETING DAY – WEEKLY (SUNDAY) TIME – 4.00 pm. SELECTION OF PROJECT V GROOVE PULLEY 0355 771 REJECTION CONTROL NEXT MEETING SUBJECT – DATA COLLECTION & VERIFICATION OF MONTHLY REJECTION REPORT DATA COLLECTION - RESP. - Mr. P.N.Patil
SECOND MEETINGDATE – 30/10/2011 DAY – SUNDAY TIME - 4.00 pm • SUBJECT - DATA ANALYSIS FLOOR REJECTION DATA
SECOND MEETINGDATE – 30/10/2011 DAY – SUNDAY TIME - 4.00 pm • SUBJECT - DATA ANALYSIS MACHINING REJECTION DATA
THIRD MEETINGDATE – 13/11/2011 DAY – SUNDAY TIME - 4.00 pmDATA ANALYSIS
Cause & effect diagram for Gas rejection Machine Man Is it due to improper handling Is the specified M/C used ? M/C Setting parameters Is operator trained ? Is core supply through proper planning? Is Jolting & squeezing proper? Is gas vent opened properly? Pouring time in sec. Is operator temporary ? Is M/C in good condition ? Gas vent opening by air? Is it due to improper Rework ? Gas Rejection Is Air pressure adequate? Absenteeism Pattern venting system inadequate Core scratch hardness is not proper? Laddle not cleaned Pattern Mismatch Is core baking proper? Pouring Speed / Height Is Sand properties ok? Pattern Gas vent provision Pouring Process not proper ? Gas vent drill size Is core color is proper? Green Sand Moisture % is high? Metal temperature meter are not calibrated Is Mould hardness is ok? Core moisture is not removed? Low pouring temp. Core sand gas is high? Pattern Damage Core Box Damage Cold metal no removed properly Core gas is not removed Method Material Tooling
Cause & effect diagram for Gas rejection Machine Man Is gas vent opened properly? Gas vent opening by air? Gas Rejection Pouring Speed I Cold metal no removed properly Method Material Tooling 8
Cause & effect diagram for K/out rejection Machine Man Is it due to improper handling Is the specified M/C used ? M/C Setting parameters Is operator trained ? Is Jolting & squeezing proper? Is operator temporary ? Is M/C in good condition ? Gate removing process not ok Is Air pressure adequate? Absenteeism Pattern venting system inadequate K/OUT Ingate size thick Pattern Mismatch IngateLocation improper Is Sand properties ok? Pattern Gas vent provision Gas vent drill size Core moisture is not removed? Core sand gas is high? Core Box Damage Core gas is not removed Pattern Damage Method Material Tooling 9
Cause & effect diagram for Gas rejection Machine Man Is it due to improper handling Gate removing process not ok K/OUT Method Material Tooling 10
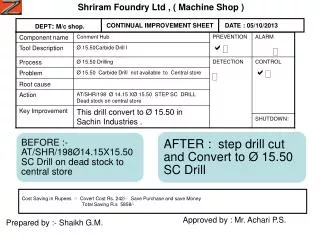
ACTION TAKEN • WITH OLD GATING SYSTEM METAL FEEDS IN MOULD FROM VERY BOTTOM FACE TO TOP FACE, IT CAUSES TO REJECTION LIKE COLD METAL , GAS INTRAPTION, ETC. • INGATE LOCATION A) OLD LOCATION OF INGATE – BOTTUM FACE OF DIA. 110 BORE. • NEW LOCATION OF INGATE – DIA 110 BORE CENTER. INGATE SIZE –DIA 12. • NO. OF GAS VENT INCREASED BY 4 TO 8. • TOTAL NO. OF MEETINGS – 05 Nos.
BEFORE ACTION TAKEN – CORE INGATE MODIFIED AFTER METAL POURING BAR INATE FROM BOTTOM SIDE INATE FROM CENTER OF CORE
ACTION TAKEN • BEFORE AFTER
TRIALS TAKEN ON 05/01/12 Trial Results • Production Qty.– 25 Nos. • Machining Qty. – 25 Nos. • Qty. rejected For Gas – 00 Nos. • Gas Rejection% - 00 % • Qty. rejected For K/out – 00 Nos. • K/out Rejection % - 00 %
PRODUCTION BATCH FROM 06/01/12 TO 15/01/12 • Production Qty.– 329 Nos. • Machining Qty. – 309 Nos. • Qty. rejected For Gas – 05 Nos. • Gas Rejection% - 1.61 % • Qty. rejected For K/out – 00 Nos. • K/out Rejection % - 00 %
Tangible benefits • BUNCH WEIGHT REDUCES FROM 66.05 kg to 65.4 kg. 0.60 kg Bunch wt. reduced. • YIELD INCREASED FROM 89.78 % TO 90.25 %. • % REJECTION OF GAS REDUCES FROM 3.15 TO 1.49 %. • % REJECTION OF K/OUT REDUCES FROM 3.49 TO 0 %.
Intangible Benefits Customer Satisfication. Team Inspiration. Stage Dearing. Knowledge Improvement.
WE ARE VERY MUCH THANKFUL TO OUR MANEGMENT, S.G.BAPAT & ASSOCIATES, PUNE.