Download
1 / 6
70 likes | 749 Views
Theta Balance Shaft / Oil Pump Module NVH Development Milestones. Date:02.26.2004. Phase 1. Preliminary NVH Targets were all based upon engine testing (at HMC) Unusual noise occurred with first engine tests Diagnosed by Metaldyne as chain tensioner resonance

E N D
ThetaBalance Shaft / Oil Pump ModuleNVH Development Milestones Date:02.26.2004
Phase 1 • Preliminary NVH Targets were all based upon engine testing (at HMC) • Unusual noise occurred with first engine tests • Diagnosed by Metaldyne as chain tensioner resonance • Silent chain and hydraulic tensioner were applied at Stage 2
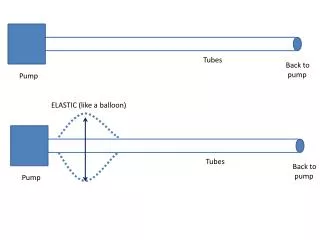
Stage 2, Stage 2 Reorder • Metaldyne was advised of suspected oil pump noise emissions just prior to Phase 3 shipments. • Stage 2 (and Stage 2 Reorder) Pump 2 displacement had been increased over Phase 1 in response to HMC requests for improved main gallery oil pressure at high oil temperatures. • The oil filter’s bottom face was determined to be the principal source of noise radiation, responding to the pressure pulses of Pump 2’s displacement ripple. • Stage 2 hardware was used for noise development to optimize the configuration of a damping land in the discharge port. • The damping land throttles the “backfill shock” inherent to the (intake pressure) transfer cavity first being exposed to discharge pressure.
Phase 3 • Pump transfer cavity lands were retarded to improve filling at high speed. • This “kidney clocking” brings a bonus NVH benefit from the slight increase of transfer cavity oil pressure as its volume is reduced as it transitions to discharge port. • Phase 3b timing allowed further optimization of Pump 2’s damping land length over that of Phase 3a. • Oil filter near-field SPL and accelerations vs. speed sweeps were measured and plotted to enable this choice. • Cold temperature low speed and high load test conditions revealed a rattle condition traced to input shaft shuttle motion • Input shaft thrust control strategy was changed to “captured Gear 1” to reduce nominal thrust end play. • Damping feed orifice added to rear bearing cavity for dynamic control of shuttle motion.
Phase 4, P1, P2, PPAP/PP • Pump 2 was changed from 4-lobe to 6-lobe at Phase 4, to increase lobe frequencies and reduce flow ripple magnitude. • A Metaldyne-proposed Gearless Inertia-Simulating Module (Gismo) to isolate chain drive system noise emissions provided a more appropriate NVH reference than the unloaded chain drive system of the non-BSM oil pump system. • Rattle emissions exposed by Gismo testing as being of BS/OPM origin were diagnosed, through numerous Metaldyne tests, as principally stemming from axial motion of balance shafts due to helical thrust reversals under rigid body motion (RBM) torque reversals. Problem was worsened by HMC decrease in idle RPM. • The helix angle of the input gearset was reduced to eliminate a driver shaft resultant thrust under RBM torque reversals, and TEP of both shafts was reduced to minimize axial impact energy.
Start Of Production • Transfer of production equipment for Korean production (late 2004) dictates the building of a parts bank to cover the equipment relocation time interval before volumes ramp to prohibitive levels. • HMC Engineering cooperation is thus urgently required to enable Korean-based production. • Engineering release of PPAP-level CFR drawings (revs V&J) • co-sign PPAP approval • Further NVH improvement, if required, must be agreed to be incorporated as after-SOP running change(s) if Korean-based production is to be realized.