Download

1 / 41
440 likes | 671 Views
Process Intensifier: Optimization Using CFD Part 1. Paper 362c. Pete Csiszar, Black & Baird Ltd., North Vancouver, B.C. Keith Johnson, Independent Consultant, North Canton, Oh Post Mixing Optimization and Solutions, Pittsford, NY ’03 AIChE Annual Meeting Nov 16-21, San Francisco.

E N D
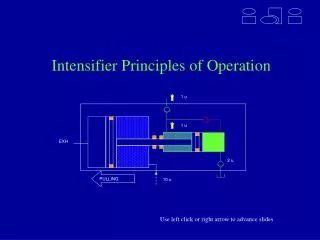
Process Intensifier:Optimization Using CFDPart 1 Paper 362c Pete Csiszar, Black & Baird Ltd., North Vancouver, B.C. Keith Johnson, Independent Consultant, North Canton, Oh Post Mixing Optimization and Solutions, Pittsford, NY ’03 AIChE Annual Meeting Nov 16-21, San Francisco
Process Intensification • High P/V, high shear, small volume, small residence time • Applications • High Speed Dispersion of Bentonite • Ex-situ Bioremediation of Organics • Rapid Mixing of Water Treatment Polymers • Preparation of Coatings • Beverage Industry • Flotation • Chemical Extraction • Series-parallel Reactions • Oxidation Processes • Emulsification Applications • Dry Material Wetting • Chemical Neutralization • Mixing of High Viscosity Shear Thinning Fluids • High P/V, high shear, small volume, small residence time Introduction
Internet Search • Lightnin Line-Blender • Radial and Axial impeller designs • Hayward Gordon In-line Mixer • Radial and Axial impeller designs • No systematic study reported on them • Use CFD to understand and optimize these pipe mixers Introduction
CFD confirmation using standard mixing configurations, T=12.5” (317.5 mm) RP4 radial impeller PBT axial impeller 5” RP4 D/T=0.4 5” 3PBT30 D/T=0.4 Experimental Design
Studied 4 Dynamic Pipe Mixers • Did not consult with the vendors. Data is taken directly from their respective web sites LTR HGR LTA HGA 2x 5” RP4 2x 5” RP4 2x 3.5” 3PBT30 2x 5” 3PBT30 Experimental Design
All units were studied in a nominal schedule 40 10-inch pipe (254 mm) • DO=5 1/8” (130 mm) for LTR and HGR • Q = 1100 GPM (250 m3/hr) – 10” pipe • Q = 650 GPM (148 m3/hr) – 8” pipe • N = 1760 RPM (motor speed) Experimental Design
ACUSOLVE GLS-FE • Rigorous stability and convergence proofs • Local / Global Conservation operators • High Performance • Accuracy - Advective / Diffusive operators CFD Background
GLS Terms Minimize error of approximating functions Hyperbolic/Parabolic Automatic: Stability and Convergence Proven M = O ( h / |V| )Advective M = O ( h2 / ) Diffusive Galerkin / Least-Squares
Reynolds number of 40,000 • 7,200 brick elements; 14,822 nodes • Spalart-Allmaras turbulence model • Advection / Diffusion “continuously” varying Backward Facing Step Problem(Advection / Diffusion Example)
Even for this coarse mesh Able to predict the two smaller eddies near the recirculation corner Smallest eddy captured within a radius of 3-elements Predicted reattachment length = 7.05 (step height) Experimental results = 7±0.1 Backward Facing Step Problem(Advection / Diffusion Accuracy)
These models tended to converge in the range of 20 to 30 nonlinear iterations, to a normalized residual tolerance of less than 1.0 E-3. • Runs on a 1.8 GHz laptop computer with 512 MB of memory in roughly 2 hours. • Runs on a parallel configuration of two 2.0 GHz PCs with 2.0 GB memory each, and the solutions required only about 30 minutes each Results: CFD Mesh
Lightnin Hayward Gordon Radials Axials CFD Solid Shapes
Reduce Assumptions / Approximations • Eliminate local entry flow assumptions for mixer inlet / outlet - used long entry exit • Model size (DOF) not a major issue • Accurately solves forward / backward facing step problems • Geometry Idealized • Sufficient Fluid Mechanics Performance Equivalency • Eliminates Vendor Conflict / Propriety • ICEM/CFD autohexa extensions for geometry/mesh CFD Modeling Considerations
Validation / Confirmation Approach Defined • Standard tank configurations run to assess power and flow characteristics independently with respect to Industry Data • Discretization sensitivity considered • General Flow Solution - Defined - (No Turbulence) • Discretization dependent • Captures flow separations / eddys • May produce stable macro / mezzo flow oscillations • Lower bound power / torque CFD Analysis Approach
Turbulence Considerations / Concepts Considered • Philosophy - “unresolved” eddy diffusion / dissipation / production • Intended for “micro” scale turbulence • Turbulence introduced becomes upper bound to power / torque • Discrete particle tracking - Turbulent • Residence Time Statistics • Mixing Assessments • Proprietary algorithms based on Eddy Viscosity CFD Analysis Approach (Cont)
Power numbers • RP4, h/D=0.2 • N=360 RPM • P/V = 5 Hp/1000 gallons (1 kW/m3) • Z/T = 1, 4 standard, wb/T = 0.1 • Np(CFD) = 2.985 • Np(Lightnin) = 3.4 • Oldshue Proximity Factor = 0.87, Np = 2.958 • CFD Proximity Factor = 0.878 • Conclusion: Oldshue was right! Results: Power Number
Power numbers • 3PBT30, h/D=0.25 • Np(CFD) = 0.55 OB/D = same as HGA • Np(CFD) = 0.57 OB/D = same as LTA • PF=1.044: Agrees with Oldshue, again! • Np(4PBT45, h/D=0.2) = 1.27 • Nagata: sin(angle)1.2 Np(4PBT30, h/D=0.2) = 0.63 • Shaw: Np(4PBT30, h/D=0.2)=0.58 • Nagata: 77.5% of a 4-bladed impeller • Np(3PBT30 h/D=0.2) = 0.45-0.48 • Nagata: h/D = 0.2 to 0.25 = an increase of 21% • Np(3PBT30 h/D=0.25) = 0.54-0.58 • Conclusion: Nagata was right! Results: Power Number
These small units can agitate up to 1.584 Million Gallons (6 Million Liters) per day (at 1100 GPM (250 m3/hr)) Results: Power
85 P/V 715 Hp/1000 Gallons • 17 P/V 143 kW/m3 Results: P/V
Rule-of-thumb: Impeller generated flow should be at least 3 times the pipe throughput. • Not one of these devices complies. • Even the LTA appears to be doing some mixing at 650 GPM, which has R = 28% or about 1/4th the pipe flow rate. • LTA seems to have lost its mixing ability at 1100 GPM. • Perhaps the rule-of-thumb for Process Intensifiers is that impeller generated flow should be at least 1/4th the pipe throughput. Results: Impeller Flow to Throughput
Default max-min pressure fields Results: Pressure Drop
Common scale pressure fields Results: Pressure Drop Normalized
LTA: 650 GPM Results: Tracer Study
LTA: 1100 GPM Results: Tracer Study
LTR: 1100 GPM HGA: 1100 GPM Results: Tracer Study
LTA: 1100 GPM • Single Input, 1750 RPM • Single Input, 0 RPM • Multiple Inputs, 1750 RPM Results: Residence Time Distribution
This report demonstrates the versatility of using CFD to model and understand a complex mixing device such as the Process Intensifier. • Previous use of CFD often meant very long computing time and it was often quicker to do the experiment. Not any more. • ACUSOLVE was successfully able to determine the power number of the impellers within 1% of reported values without the use of fudge factors on a repeatable basis. • Must be right if it says that Oldshue and Nagata were right! • This demonstrates that the ACUSOLVE CFD code formulation and its adherence to fundamental physics are extensible to handle the arbitrary geometric structures and flow conditions of inline mixers. • Solutions consistent with general fundamental understandings of these mixer classes. However, past conventional wisdom concerning assumed internal details, clearly challenged by detailed CFD results. Conclusions
Four configurations studied, yielding insights for mixing improvements. For example, tracer inlet location sensitivity, impeller locations, pumping direction, size, speed. • All examples demonstrated under sized impeller capacity for specified flow. Part 2 will talk about impeller optimization for Process Intensifiers. • Specific optimizations are clearly a function of application, fluid rheology, and mixing needs. • Provides a substantial platform for further wide ranging parameter study for specific application optimization. www.postmixing.com
Evidence of the speed and accuracy of Acusolve CFD • Paper given last night from 5:27 PM to 6:00 PM • Computational time = 90 minutes (Laptop) • A Novel Mixing Technology Provides Benefits in Alumina Precipitation, Ian C. Shepherd*, Clive Grainger, CSIRO Australia • T = 14 m, Z = 40 m, conical bottom, V 6158 m3 • Upper Oversized RT • D/T=0.30, w/D=0.333, h/D=0.29 • Settling velocity = 0.126 m/s • Upward (red) flow = 0.3 m/s • Downward (blue) flow = 0.15 m/s • Resulting Np = 4.7 (fully baffled 7.5) • Resulting Power = 230 kW • Resulting P/V = 0.037 kW/m3 = 0.18 Hp/1000 gallons