Download
1 / 35
450 likes | 776 Views
POLYMERS. Thermoplastics. Thermoplastics soften when heated and can be moulded into required shapes when in this state. They will harden again on cooling. By heating and cooling, they can be softened and heated over and over again. Thermosetting plastics.

E N D
Thermoplastics • Thermoplastics soften when heated and can be moulded into required shapes when in this state. They will harden again on cooling. By heating and cooling, they can be softened and heated over and over again.
Thermosetting plastics • Thermosetting plastics undergo a chemical change during moulding and hardening and, therefore, cannot be softened again by heating.
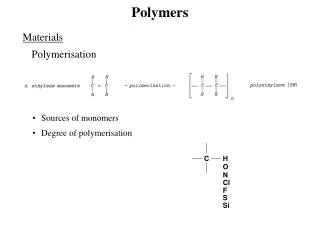
The structure of plastics • The main raw material for plastics is crude oil. The chemicals required are obtained by refining the crude oil. These chemicals are made from molecules containing a no. of atoms. These small molecules called monomers, react together to form long chain molecules. The chemical process of linking the small molecules together is called polymerisation. The product of polymerisation is called a polymer.
Plastic additives • Pigment – gives colour • Stabilisers – prevent degradation • Lubricants – makes moulding easier • Fillers – add strength to plastic eg wood flour, glass fibre, cotton, etc. • Plasticiser – increases flexibility.
Polymer structure The molecular structure of plastics can be; • Linear chain, • Branch chain, • Cross-links.
Linear and Branch Chain The bonding between adjacent molecules is secondary bonding or Van der Waal forces of attraction. These can be weakened by heating.
Cross links Primary bonding occurs with cross linking of adjacent molecules. This results in a rigid, non-reversible structure.
Polymerisation The process of chemically producing plastics • Addition polymerisation – chain growth. • Condensation polymerisation – step growth. • Copolymerisation – different types of mers are linked.
ADDITION POLYMERISATION • The creation of long chain molecules by adding large numbers of mers. Many thermoplastics are produced in this way, eg polyethylene. • Initiation – A catalyst (free radical) is added to the C2H2 double bond. One bond is broken and Carbon atoms link with other Carbon atoms. • Propogation - Long chain molecules form quickly as the unpaired electron acts as a radical for the next monomer.
Condensation polmerisation • The initial molecules are joined together with small molecules, such as H2O, being condensed out of the reaction. Nylon and phenol formaldehyde are produced in this way. • Two phenol molecules are linked by the formaldehyde molecule during the reaction. The two phenols lose H atoms and formaldehyde gives up an O atom. Water is condensed out leaving a cross-link structure.
Co-polymerisation • The joining of two different mers. This allows for a diverse range of properties
Thermoplastics • Can be moulded more than once. • Secondary bonds (Van der Waal forces) are weak forces of attraction. • They are weakened by heating. • Linear or branch chain structure.
Common thermoplastics • Low Density Polyethylene. Branch chain polymer produces weak, soft and flexible polymer. The most common polymer. Used for buckets, bags, electrical cable, cups, etc. • High Density Polyethylene. Linear chain polymer which is stiff, strong and resists chemicals. Used for bottle crates, barrels and plumbing joints. • Polypropylene. Tough and rigid polymer with high impact strength. Used for chairs, helmets, hinged boxes and toys.
Polystrene. Brittle in solid form and is used for jugs, egg boxes, jar tops. Expanded or foamed polystyrene is soft, low density and a heat insulator and used for coffee cups, packaging and house insulation. • Polyvinyl Chloride. Rigid uPVC is used for gutters and doors. The plasticised version is more flexible and used for coats, suitcases, hose pipes, etc.
Acrylic. PMMA can be transparent or opaque and is brittle but machines well. It is used for car lights, shop signs, safety glasses, etc. • Nylon. Produced by condensation polymerisation, Nylon is hard wearing and resistant to chemicals. Used for clothing, nets, ropes, gears.
Thermosetting plastics • Will only mould once. • Strong primary bonds are connected by strong covalent bonds. • Cross-link process (curing) formed by heat and pressure. • Non-reversible structure cannot be softened by heating.
Common thermosets • Polyester Resin. Polymerises at room temperature with the addition of a hardener. It is often reinforced with glass fibre (GRP) for strengthening and is used for boats, some vehicle bodies and roofing. • Epoxy resins. Cross-link polymers used for adhesives. • Polyurethanes. Has a wide range of properties as structure can be adjusted from soft ‘foam’ rubber to hard steering wheels and paints.
Phenol formaldehyde. Hard and brittle, ‘Bakelite’ has been used for electrical fittings and saucepan handles. • Urea formaldehyde. Good electrical and thermal properties and used for electrical fittings and door handles.
Elastomers • Produced by addition polymerisation. • Long chain structure, which is coiled, giving elastic properties. • Natural rubber is produced from trees. It can be vulcanised (cross-linked) by adding sulphur. • Synthetic rubbers are manufactured with a range of properties, eg ‘neoprene’. • Glass transition temperature below room temp. changes from flexible to rigid solid.
Processing plastics • Calendaring – produces sheets by rolling into shape. • Lamination – layers of materials (e.g. paper, cloth) are bonded with a resin into a strong solid structure, often with heat and pressure. • Foaming – expansion into sponge-like material by a foaming agent.
Extrusion • Produces tubes, rods and other shaped continuous form lengths. • Heated polymer is fed into shaped die by a screw.
Injection Moulding • A measured amount of molten thermoplastic is driven by a ram past a heating system into the mould. • The mould is split to allow finished object to be removed after cooling.
Parts of an Injection Moulding Machine • A – split mould • B – heater • C – hopper • D – hydraulic ram • E – torpedo (spreader)
Injection moulding produces accurate and complex products with high quality finish. • Production is fast with little waste. • Wide range of products including bowls, buckets, containers, toys, electrical parts and car parts. • Injection moulded parts can be recognised by the distinctive circular marks (5-10mm) caused by pins used to remove object from it’s mould.
Blow Moulding • Used to make bottles and hollow toys. • Air is blown into a plastic tube, called a parison, to take the shape of the mould. • PVC and polythene are often used.
Thermoset plastics are shaped with heat and pressure causing cross-linking. • The polymer can be in powder or slug (cube) form. • Products such as electrical fittings, saucepan handles and bottle tops are often formed out of formaldehyde plastics. • High quality finishes are achieved with only the removal of ‘flash’ (excess material usually at the mould split) for finished products.
Transfer Moulding Thermoset polymers can be formed when a preset amount of material is placed in a separate cavity and heated. A plunger moves the material into the shaped mould with high pressure.
Rotational Moulding • A measured amount of polymer is placed in a shaped mould cavity. • The mould is closed and rotated until the polymer lines the mould and is then opened. • Plastic footballs are produced in this way.
Vacuum Forming • Plastic sheet is clamped and heated. • Heat is removed and pattern raised. • Vacuum forces the sheet onto the pattern. • The sheet is removed and trimmed.