Download

1 / 23
310 likes | 711 Views
Evaluation des performances en entreprise Amélioration des activités de production Partie 6 – Du poste à l’atelier : l’(ré)implantation d’atelier Vincent ROBIN Master 1, Spécialité Production et transformations agro-industrielles 2012 – 2013. Objectif de l’implantation.

E N D
Evaluation des performances en entreprise Amélioration des activités de production Partie 6 – Du poste à l’atelier : l’(ré)implantation d’atelier Vincent ROBIN Master 1, Spécialité Production et transformations agro-industrielles 2012 – 2013
Objectif de l’implantation • Objectif d’une réflexion sur l’implantation : • L’implantation d’atelier a pour but l’organisation spatiale des ressources d’une unité de production, pour structurer et raccourcir les flux de matières.
Les types d’implantation • Les différentes types d’implantation : • Implantation en position fixe ou série unitaire • Implantation en position fixe : • Le produit a une position fixe et ce sont les opérateurs qui se déplacent sur le lieu de travail. • Cette implantation est caractéristique de la fabrication de produits de taille ou de poids important (aéronautique, construction navale, …) et d’ouvrage d’art (bâtiment, génie civil, …).
Les types d’implantation • Les différentes types d’implantation : • Implantation en position fixe ou série unitaire • Implantation aléatoire ou par ateliers spécialisés • Implantation aléatoire : • C’est le système le plus courant. Les postes de travail sont disposés dans l’atelier de façon aléatoire (cas de petites industries). • Certaines implantations sont fonction du trajet suivi par les visiteurs et les clients (machines modernes à proximité des couloirs de circulation). • Permet la diversification des produits, mais main d’œuvre qualifiée requise par le fait de cette diversification. • Contrôle et suivi en cours de production, perte de temps.
Les types d’implantation • Les différentes types d’implantation : • Implantation en position fixe ou série unitaire • Implantation aléatoire • Implantation en processus, en sections homogènes (job shop) • Implantation en processus : • Cela consiste à regrouper les équipements ou les compétences par type de processus de production. • Ceci apporte une grande flexibilité (indépendance par rapport aux gammes) et permet le regroupement du personnel. • Par contre les flux sont souvent complexes et les en-cours et délais de production importants.
Les types d’implantation • Les différentes types d’implantation : • Implantation en position fixe ou série unitaire • Implantation aléatoire • Implantation en processus, en sections homogènes (job shop) • Implantation en processus : • Cela consiste à regrouper les équipements ou les compétences par type de processus de production. • Ceci apporte une grande flexibilité (indépendance par rapport aux gammes) et permet le regroupement du personnel. • Par contre les flux sont souvent complexes et les en-cours et délais de production importants.
Les types d’implantation • Les différentes types d’implantation : • Implantation en position fixe ou série unitaire • Implantation aléatoire • Implantation en processus, sections homogènes (job shop) • Implantation en débit de produit • Implantation en débit de produit : • Le produit en cours de fabrication est déplacé par un transporteur d’un poste de travail à l’autre et est progressivement fabriqué (convient pour une production de masse).
Les types d’implantation • Les différentes types d’implantation : • Implantation en position fixe ou série unitaire • Implantation aléatoire • Implantation en processus, sections homogènes (job shop) • Implantation en débit de produit • Implantation pour une production par process continu • Implantation pour un process continu : • Centrale nucléaire, sidérurgie, chimie lourde (industrie pétrolière), agroalimentaire. • Très forte automatisation (besoin de fiabilité) avec salle de commande/contrôle unique, et pas de stock (stock intermédiaire en particulier). • Fonctionnement ininterrompu, temps de mise en route important et quelques difficultés pour détecter et réagir aux défauts.
Les types d’implantation • Les différentes types d’implantation : • Implantation en position fixe ou série unitaire • Implantation aléatoire • Implantation en processus, sections homogènes (job shop) • Implantation en débit de produit • Implantation pour une production par process continu • Implantation en îlots de production • Implantation en îlots de production : • Quand l’atelier permet la fabrication de produits de natures relativement différentes, il est possible de regrouper les machines en ensembles de fabrication spécialisés par type de produits. • Ces ensembles s’appellent des îlots et peuvent être disposés suivant les trois types d’organisation décrits précédemment (aléatoire, en processus ou en débit de produit).
Les types d’implantation • Les différentes types d’implantation : • Implantation en position fixe ou série unitaire • Implantation aléatoire • Implantation en processus, sections homogènes (job shop) • Implantation en débit de produit • Implantation pour une production par process continu • Implantation en îlots de production • Implantation en îlots de production : • C’est donc un regroupement de postes de travail traversé par des flux de matières utilisant ces postes dans un ordre variable d’une gamme à l’autre. • Lorsque les flux de matières utilisent les postes dans un ordre immuable d’une gamme à l’autre, nous parlerons de ligne de fabrication (type flow shop). • Dans tous les cas, chaque gamme n’utilise pas nécessairement tous les postes de travail.
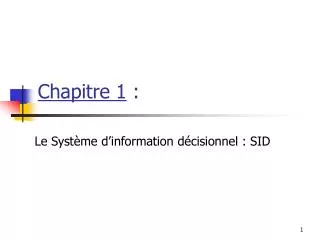
Produits Semi-Finis Produits Finis Matière Première Les types d’implantation • La ligne de fabrication (flow shop): • C’est le modèle Fordiste ! • La main d’œuvre peut être peu qualifiée et les doublons sont possibles • Par contre la ligne n’est pas facile à équilibrer (bouchon), le système étant très rigide une panne signifie souvent un arrêt de la production.
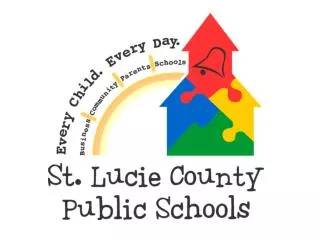
Point de découplage Fab1 Ass1 Matière première Ass3 Produits finis Fab2 Ass2 Les implantations « modernes » et hybrides • Production par ateliers spécialisés avec une technologie de groupe : • C’est un système hybride • Ce type de production est présent lorsque les entreprises fonctionnent sur le principe de la différenciation retardée.
Les implantations « modernes » et hybrides • Production en réseau : • C’est la typologie moderne : Hypermarchés, télécoms, pompiers • Forte importance de la logistique et de la coordination (nœuds centraux, HUB, maillage), • Variabilité de la demande, • Standardisation, • Apparition de monopoles, • Rendements croissants (loi de Meltcalfe : la valeur du réseau croit avec le carré du nombre d’utilisateurs).
Démarche d’implantation • Les étapes pour analyser une implantation d’atelier : • Inventorier les postes de travail, faire de dessins et des plans de masse, • Collecter les données relatives aux gammes opératoires des pièces à traiter par l’ensemble de ces postes de travail, • Appliquer une méthode d’implantation, • Tracer l’implantation théorique, • Adapter l’implantation théorique aux locaux prévus (prise en compte des contraintes techniques),
Démarche d’implantation • Les étapes pour analyser une implantation d’atelier : • Inventorier les postes de travail, faire de dessins et des plans de masse, • Collecter les données relatives aux gammes opératoires des pièces à traiter par l’ensemble de ces postes de travail, • Appliquer une méthode d’implantation, • Tracer l’implantation théorique, • Adapter l’implantation théorique aux locaux prévus (prise en compte des contraintes techniques),
Démarche d’implantation • Collecter les données relatives aux gammes : • Les matrices : • Prendre les gammes une à une et établir des matrices des correspondances « machines / pièces » • Appliquer des algorithmes d’optimisation (méthodes heuristiques, algorithme de King, problème de voyageur de commerce symétrique, etc.) • Comment dire …………………… faut aimer les maths • Les méthodes plus « visuelles » : on fait des dessins ! • Graphique/diagramme de déroulement, • Diagramme de circulation, • Diagramme en ficelles ou en spaghettis.
Démarche d’implantation • Les étapes pour analyser une implantation d’atelier : • Inventorier les postes de travail, • Collecter les données relatives aux gammes opératoires des pièces à traiter par l’ensemble de ces postes de travail, • Appliquer une méthode d’implantation, • Tracer l’implantation théorique, • Adapter l’implantation théorique aux locaux prévus (prise en compte des contraintes techniques),
Les méthodes d’implantation • Les méthodes plutôt « abstraites » (calculatoires) : • Méthode des gammes fictives ou méthode B.T.E (Bureau des Temps Elémentaires) • Méthode qui consiste optimiser les liaisons entre des familles de produits variés, chaque famille étant caractérisée par sa gamme opératoire et les quantités à produire. • Méthode S.L.P. ou Systematic Layout Planning • Méthode d’élaboration progressive, en allant de l'ensemble au détail, d’une répartition de l'implantation en considération tous les besoins et les possibilités hiérarchisées de l'entreprise. • La méthode CRAFT (Computerized Relative Allocation of Facilities Technique) • Méthode itérative visant à optimiser les implantations en combinant deux critères: les distances entre les emplacements disponibles dans l'usine et les flux entre les postes de travail. Toutes les combinaisons possibles distances / flux sont évaluées pour minimiser la valeur d’une matrice d'implantation.
Les méthodes d’implantation • Les méthodes plutôt « figuratives » (schématiques) : • Méthode des chaînons : • Objectif : réduire au maximum les distances entre les postes de travail ayant entre eux le plus de liaisons. • Exemple en TD
Flux de produits Flux annexes (conteneurs, emballages, palettes,…) Magasins Entreprise B Entrepôts Usine 1 Entreprise E Entreprise C Usine 3 Entreprise F Entreprise D Usine 2 Flux financiers Flux d’informations Etape suivante : la chaîne logistique (supply chain)
Flux de produits Flux annexes (conteneurs, emballages, palettes,…) Magasins Entreprise B Entrepôts Usine 1 Entreprise E Entreprise C Usine 3 Entreprise F Entreprise D Usine 2 Flux financiers Flux d’informations Etape suivante : la chaîne logistique (supply chain) Pas pour tout de suite ! Et pas avec moi !