Download
1 / 31
310 likes | 670 Views
Endüstriyel Otomasyon. Dr. Kadir ERKAN Mekatronik Mühendisliği Bölümü. Bahar : 2013. RÖLELi SİSTEMLERDEKİ SORUNLAR. Kontak Kusuru Kontak Aşınması Çok sayıda rölenin sisteme eklenmesi ve kablolanmasının zorluğu Sistemin içeriğinin değiştirilmesinin zorluğu ve karışıklığı

E N D
Endüstriyel Otomasyon Dr. Kadir ERKAN Mekatronik Mühendisliği Bölümü Bahar : 2013 Endüstriyel Otomasyon
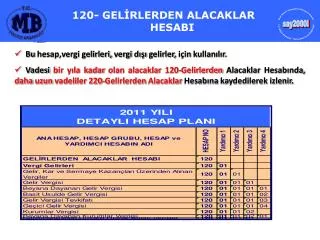
RÖLELi SİSTEMLERDEKİ SORUNLAR Kontak Kusuru Kontak Aşınması Çok sayıda rölenin sisteme eklenmesi ve kablolanmasının zorluğu Sistemin içeriğinin değiştirilmesinin zorluğu ve karışıklığı Kontak sayısının sınırlılığı Sistem değişikliğinin ilave masraflara yol açması Çok sayıda kumanda elemanı nedeni ile arıza bulma zorluğu Çok sayıda kumanda elemanı nedeni ile hacimsel açıdan fazla yer kaplama Sistemlerde güvenlik sorunu Yüksek enerji tüketimi Endüstriyel Otomasyon
PLC (ProgrammableLogic Controller) PLC Programlanabilir Mantık Denetleyicisi PLC : Endüstriyel kontrol işlemlerinde ihtiyaç duyulan kontrol, kumanda, izleme, geri bildirme, haberleşme gibi bir takım işlemleri gerçekleştirmek için tasarlanmış özel amaçlı bilgisayar sistemi olarak ifade edilebilir. PLC fikri 1960’lı yılların ortalarında otomotiv üretim tesislerindeki problemleri çözmek üzere ortaya çıkmıştır. İlk PLC 1969 yılında MODICON firması tarafından geliştirilmiştir. Zaman içerisinde, basit mantıksal işlemleri yerine getiren ünitelerden gelişmiş özel amaçlı bilgisayar sistemlerine geçilmiştir. Endüstriyel Otomasyon
PLC ve PC PLC’nin merkezi işlem ünitesinde mikroişlemci veya mikrodenetleyici ünite bulunur. Bu yüzden her PLC bir bilgisayardır. Fakat her bilgisayar bir PLC değildir. PLC’ler üretimin yapıldığı tozlu, kirli ve elektriki gürültü gibi ağır şartlarda çalışacak şekilde dizayn edilmiştir. Bununla birlikte farklı bir programlama dili , arıza bulma ve bakım kolaylıklarının olması gibi özellikleri ile sanayi uygulamalarında bilgisayardan farklıdırlar. Bilgisayarların arıza ve bakım servisi ile programlama dillerinin öğrenilmesi için özel bir eğitime gerek vardır. PLC programlama dili klasik kumanda devrelerine uygunluk sağlayacak şekildedir. Bütün PLC’lerde hemen hemen aynı olan AND, OR, NOT (VE,VEYA, DEGİL ) gibi Boolen ifadeleri kullanılır. Programlarda klasik kumanda sistemini bilen birisi tarafından kolayca yapılabilir. 0-60 santigrad-derece ortam sıcaklıklarında ve %0-%95 arası nem oranı olan ortamlarda çalışabilirler. Endüstriyel Otomasyon
PLC’nin Avantajları PLC’ nin en büyük avantajı, düşük voltajlarda çalışması, bakım maliyetlerinin elektromekaniki röle kontrol sistemlerine göre oldukça ucuz olması, buna ilave olarak ; BASİTLİK: PLC’ nin modüller yapısı her türlü özel uygulamalara ve sistemlere göre değiştirilebilme, hataları düzeltme ve sistem değişikliklerin tamamına cevap vermeleridir. GELİŞMİŞ ÖZELLİKLERI: PLC’ nin modüler yapısı her türlü özel uygulamalara ve sistemlerin uzantılarına cevap verecek biçimde çalışmaktadır. UYGUNLUK: Elektro mekanik sistem kontrolleri ve bunların devre bağlantıları göz önüne alınırsa PLC’nin yaptığı işe göre kapladığı alan ve teferruatı oldukça farklı ölçüde olduğundan yerden tasarruf edilir. Ayrıca depolanması daha kolaydır. PROGRAMLANABİLME: PLC’ nin mekanikli parçaları olmayıp genel amaçlı kontrol aygıtlarıdır. PLC’ nin tekrar tekrar program yapacak biçimde hafızası vardır, birçok değişik bağlantıları yerine getirebilecek ilave devre dizaynları da yapılabilir. Endüstriyel Otomasyon
PLC ‘nin Avantajları ENERJİ TÜKETİMİ: Bir çok devre elemanı yerine fonksiyonel ve bütünleşik tek yapı ortaya koyduğundan dolayı daha düşük enerji tüketimi İŞLETİM KOLAYLIĞI: Karmaşık devre elemanları yerine bütünleşik tek yapı işletimde ve arıza tesbitinde kolaylık sunmaktadır. VERİ İLETİŞİMİ : İşletmelerde raporlama ve analiz için verileri saklama, iletme ve diğer PLC ler ile haberleşerek karmaşık sistemleri yönetme ORTAM DAYANIKLIĞI: PLC ‘ler özellikle endüstriyel ortamlar için tasarlandıklarından dolayı basınç, sıcaklık v.b. gibi dış etkenlere karşı dayanıklıdır. GÖRÜNTÜLEME : PLC programı ve devrenin çalışması doğrudan monitörden izlenebilmektedir. Endüstriyel Otomasyon
PLC ‘lerin Sınıflandırılması PLC’ler değişik özelliklerine (hız, haberleşme protokol destekleri, dışarıdan bağlanabilecek modül sayıları, hafızası vb.) göre sınıflandırılabilmektedir. I/O sayılarına göre de sınıflandırılmaları mümkündür. Buna göre; Micro PLCs 32 I/O Devices. Small PLCs 32 to 128 I/O. Medium PLCs 64 to 1024 I/O. Large PLCs 512 to 4096 I/O. Very large PLCs 2048 to 8192 I/O. Endüstriyel Otomasyon
İŞE UYGUN PLC SEÇİMİ PLC ‘nin Çıkış Tipi (Röle, Transistör?) : Kontrol edilen cihaza, sisteme ve çalışma gerilimine göre değişmektedir. PLC ‘nin Giriş ve Çıkış Sayıları : Kontrol edilecek sisteme ait giriş ve çıkış sayıları, sistemin dışarıdan takibini kolaylaştıra sinyal lambaları, alarmlar, sistemin genişleme potansiyeli Analog Giriş Sayısı (gerekiryorsa) : Işık, Isı, Basınç …sensör girişleri Program Kapasitesine : PLC nin ana mikroişlemcisinin gelişmişliği, bit sayısı, adres ve data hattı sayısı, hızı gibi parametreler programlama kapasitesini gösterir. Satıcının ürün stok durumu Endüstriyel Otomasyon
İŞE UYGUN PLC SEÇİMİ Desteklediği Komutlara : Komut sayısı RAM belleğine tekabül etmektedir. Genişleme Modülü Nokta Sayısı : Özel eklenecek cihazlar var mı? Sıcaklık kontrolü, basınç kontrol modülü, giriş çıkış sayısının arttırılması İletişim Protokolleri : Diğer PLC ler ile haberleşmesi ve sistemin tek merkezden kontrolü Ürünle ilgili teknik destek alma : Sistem kurarken destek, Plc eğitimi, el kitapları, teknik destekte servis hızı… Garanti süresi ve kapsamı : Yedek parça stok durumu, servis garanti süresi Endüstriyel Otomasyon
PLC ‘nin Temel Yapısı Endüstriyel Otomasyon
PLC ‘nin Temel Yapısı Merkezi İşlem Ünitesi : PLC nin beynidir. Sisteme ait yazılımın saklandığı ve bu yazılımın işlendiği kartlardır. Hafıza, programlama cihazı ve başka plc ler ile çalışabilmeleri için arayüzler bulunur. Özellikle hızı ve hafıza kapasitesi son derece önemli parametreleridir. Hafıza : RAM hafıza hem yazılabilen hem de okunabilen geçici hafıza birimidir. Giriş çıkış birimleri ile ilgili verilerin saklandığı belleklerdir. ROM hafıza sadece okunabilen kalıcı hafızalardır ve komut bilgileri, sabitler buraya yüklenirler. EPROM ise programlanabilir ve silinebilir hafıza türüdür. PLC ‘de programlar önce burada saklanır sonra merkezi işlem ünitesine gönderilir. Son zamanlarda eprom yerine flash bellek kullanılmaktadır. Giriş ve Çıkış Bölümü : PLC nin gözü, kulağı ve dilidir. Sensörler, şalterler ve rölelelerden gelen verilerden dolayı, girişler 0 dan 1 seviyesine çıkar ve plc dışarıdaki gelişmelerden haberdar olur. Giriş röleleri vasıtası ile bunları CPU ya iletir. Çıkışta sistem ve işlemler için 5 V 12 V ve 220 V çıkış üretmektedir. Endüstriyel Otomasyon
PLC I/O Elemanları Endüstriyel Otomasyon
PLC ‘nin Temel Yapısı Güç Kaynağı : PLC içerisindeki elektronik üniteleri besleme görevini üstlenir. 110/220 V AC ve 24 V DC olan türleri mevcuttur. Haberleşme : PLC nin başka plc ler ile ekipmanlar ile haberleşmesini sağlayan kısımdır. Haberleşme kabloları genelde RS232 portunu kullanır. Diz üstü bilgisayarlarda USB den RS 232 ye dönüştürücü kullanılmalıdır. Genişleme Bağlantısı : Eklenebilirlik plc ler için çok önemlidlr. Ethernet modülü eğer internete bağlanılmak isteniyor ise ve giriş çıkışları arttırmak isteniyorsa buna benzer ilaveler eklenebilir. Endüstriyel Otomasyon
Temel PLC Yapısı Endüstriyel Otomasyon
PLC I/O Hafıza Alanı Endüstriyel Otomasyon
PLC Giriş Yapısı PLC’ye temelde 2 tür işaret girişi olmaktadır; analog ve dijital olmak üzere; Dolayısıyla Analog Giriş ve Dijital Giriş üniteleri yer almaktadır. 5 V (TTL level) 24 V dc/ac 110 V ac 240 V ac ±5 V ±10 V (0-10) V (0-20) mA PLC giriş birimine gelen bir işaretin mantıksal 1 kabul edildiği bir alt sınır ve mantıksal 0 kabul edildiği bir üst sınır vardır. Endüstriyel Otomasyon
PLC Giriş Birimi Donanımı Endüstriyel Otomasyon
PLC Giriş Birimi Donanımı Endüstriyel Otomasyon
PLC Çıkış Birimi Donanımı Röleli Çıkış Birimleri : Çok sık devreye girmeyen, elektriksel yalıtım gerektiren durumlarda Yarı İletkenli Çıkış Birimleri : Yüksek hızlı açma- kapama gerektiren durumlarda; doğru akımlı devrelerde transistörler, alternatif akımlı devrelerde triyaklar kullanılır. Endüstriyel Otomasyon
PLC Çıkış Birimi Donanımı Endüstriyel Otomasyon
PLC Çıkış Birimi Donanımı Endüstriyel Otomasyon
PLC Çıkış Birimi Donanımı Endüstriyel Otomasyon
PLC Programlama Kavramları • PLC’lerde 2 programdan söz etmek mümkündür!!! • Kullanıcı tarafından yazılan prosesin kontrol ve kumandasını icra eden sistem programı • Kullanıcının yazdığı programı derleyen ve PLC’ye yükleyen program… Bu program aynı zamanda benzetim özelliğine de sahip olabilir… • FP WINPRO (Nais PLC) • Step7 (Siemens PLC) • CX-one (Omron PLC) • … • Sistem Programının İşlevleri • Kullanıcı Programını Yürütür • Kesmeli Çalışma ve İletişim Olaylarını Düzenler • Sistem Çalışma Durumlarını Denetler Endüstriyel Otomasyon
PLC Programlama Kavramları • Programlama işlemi ise; • PC kullanılarak • Programlama cihazı kullanılarak • PLC üzerindeki tuş takımı ve ekran kullanılarak yapılabilir… Endüstriyel Otomasyon
PLC Çalışma Prensibi Endüstriyel Otomasyon
PLC ‘nin Çalışması Endüstriyel Otomasyon
PLC Çalışma Prensibi Endüstriyel Otomasyon
PLC Çalışma Prensibi Endüstriyel Otomasyon
PLC ‘nin Çalışma İlkesi Rutin Çalışma Dışındaki Durumlar Kesmeli Çalışma : PLC tarama çevriminden daha hızlı değişen işaretleri algılamak ve değerlendirmek için kullanılır. Giriş işaretlerine doğrudan erişilir. Kesme işareti geldiğinde ana programa ara verilir ve kesme alt programı yürürlüğe girer. Alt program tamamlanınca tekrar ana programa dönülür. Özel Komutlar Kullanma: İvedi giriş çıkış komutları (Immediate I/O Instructions) kullanılarak giriş değerleri, komut işlenirken de okunabilir. Endüstriyel Otomasyon
Bazı PLC’lerin Karşılaştırılması Endüstriyel Otomasyon
Bazı PLC’lerin Karşılaştırılması Endüstriyel Otomasyon