Download
1 / 38
380 likes | 400 Views
Learn about safety measures, types of welders, and machine operation guidelines for a welding shop. Stay safe and avoid hazards while using equipment.

E N D
TYPES OF WELDERS WE HAVE • IN THE SHOP WE HAVE OXY-FUEL, GMAW, SMAW AND GTAW WELDERS
Stick Welding Machines Miller Thunderbolt XL Lincoln POWER MIG 210MP SMAW (STICK) WELDING
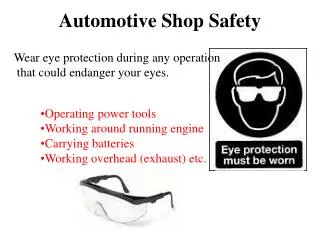
SAFETY GLASSES • MUST BE WORN IN THE SHOP AT ALL TIMES
WHAT CAN YOU MAKE IN THE SHOP? • Making unapproved projects of any type (including but not limited to weapons, toys and any other unapproved items) is against CTE department policy and is unacceptable and will carry disciplinary action .
SHOP POLICIES • REPORT ANY DANGEROUS CONDITION OR INJURY TO MR. EVANS OR MR. CASTLESCHOULDT • SAFETY GLASSES MUST BE WORN AT ALL TIMES • IF A PIECE OF EQUIPMENT IS NOT WORKING PROPERLY OR YOU BROKE IT, REPORT IT AT ONCE! • HORSEPLAY IS NEVER ACCEPTABLE AND WILL NOT BE TOLERATED • NEVER WORK IN THE SHOP UNDER THE INFLUENCE OF PRESCRIPTION OR NON-PRESCRIPTION DRUGS, ILLEGAL DRUGS OR ALCOHOL • DO NOT OPERATE ELECTRICAL EQUIPMENT WITH WET OR SWEATY HANDS DUE TO THE CHANCE OF ELECTRICAL SHOCK • IT IS NEVER ACCRPTABLE TO USE ANY LISTENING DEVICE (IPOD, PHONE, MP3, ETC.) WHILE IN THE WELDING SHOP BECAUSE THE CORD COULD GET CAUGHT IN MOVING EQUIPMENT WITH YOU ATTACHED AND IT IS A DISTRACTION TO YOU AND COULD PREVENT YOU FROM HEARING POTENTIAL DANGER IN THE SHOP. • THE MOST IMPORTANT THING TO CONSIDER WHEN USING SHOP MACHINES IS SAFETY.
OXY ACETYLINE CUTTING • PROPERLY ADJUSTED CUTTING FLAME PRODUCES HEAT OF ABOUT 5800 DEGREES FAHRENHEIT • THE MAX PRESSURE INSIDE THE BOTTLE OF ACETYLEND IS 300 PSI. IT CAN BE COMPRESSED TO 300 PSI BECAUSE OF THE INNER LINER MADE UP OF ACETONE • THE MAXIMUM PRESSURE OF ACETYLENE OUTSIDE THE BOTTLE IS 15 PSI. IT BECOMES UNSTABLE AT HIGHER PRESSURES • THE MOST DESIRABLE FLAME TO CUT WITH IS A NEUTRAL FLAME • YOU DO NOT WANT TO CUT WITH A CARBURIZING FLAME OR OXIDIZING FLAME • WHEN SETTING AN OXYGEN REGULATOR FOR CUTTING, IT SHOULD BE AT ABOUT 20PSI AND THE ACETYLENE SHOULD BE SET AT ABOUT 5PSI • YOU OPEN THE OXYGEN CYLINDER ALL THE WAY • YOU OPEN THE ACETYLENE CYLINDER ONE FULL TURN • ACETYLENE CYLINDERS HAVE LEFT HANDED THREADS • YOU CAN TELL BY LOOKING AT THE NUT ON THE REGULATOR TO SEE IF IT IS NOTCHED TO DETERMINE IF IT BELONGS ON THE OXYGEN CYLENDER OR THE ACETYLENE CYLINDER – THE NOTCH SHOWS THAT IT IS LEFT HAND THREAD • REGULAR SUNGLASSES ARE NOT ADEQUATE TO WEAR FOR OXY FUEL WELDING AND CUTTING • THE TWO GAGES ON A REGULATOR INDICATE CYLINDER PRESSURE AND WORKING (HOSE) PRESSURE
S.M.A.W. • The proper arc length for arc welding is about 1/8 of an inch • Longer arc length causes more spatter • If the arc length is too long the arc will go out • Too close and the arc will melt the electrode to the work piece • SMAW stands for Shielded Metal Arc Welding • Arc flash is looking at the arc light without eye protection • You should yell “Arc” or “Cover” before striking an arc • Symptoms of arc flash burn are like a sunburn or hot burning sand in your eyes • On a E6013 rod, the “E” stands for electrode • On a E6013 rod, the 60 stands for 60,000 lbs. of tinsel strength • We will usually set our arc welders on Direct Current Electrode Positive (DCEP) for this class.
G.M.A.W. • A MIG welder would use a mixture of Argon and CO2 (usually 75% Argon, 25% CO2) • The distance the wire sticks out from the contact tube on a MIG gun is called “Stick out” • The consumable part in a MIG gun is called the “tip” • The wire diameter on a 220 Volt Short-Circuit MIG welder in our shop is .035
PLASMA CUTTING • Containers such as 55 gallon drums can be cut with a plasma cutter only NOT flammable. • The minimum shade lens required to plasma cut is #5 • The Consumable part (s) of the plasma cutter is the tip and electrode