Download
1 / 15
150 likes | 304 Views
John Steele, Eddie Carrell, Jim Schwendeman. Sectioning Stage with Diamond Wire. A summary of what we have learned from our visit. Special thanks to Cynthia Christianson for all the help and expertise. Wire characteristics. Small size (.006”-.012” diameter) Expect low energy requirements

E N D
John Steele, Eddie Carrell, Jim Schwendeman Sectioning Stage with Diamond Wire
A summary of what we have learned from our visit. Special thanks to Cynthia Christianson for all the help and expertise.
Wire characteristics • Small size (.006”-.012” diameter) • Expect low energy requirements • Little material loss (kerf = wire diameter + .001”) • Small amount of debris generated from cut • Excellent flatness capabilities A Microphotograph of Diamond Wire Cross-Section of Diamond Wire http://www.diamondwiretech.com/diamond_wire/diamond_wire.html
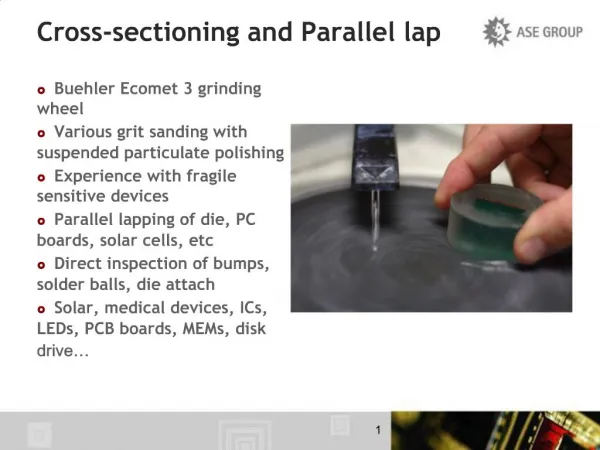
Tangential Cutting • Reduced cutting time • Cost/Benefit Analysis yet to be done • Provides higher quality cut (less drift) • Patented by DWT
Process Quality http://www.diamondwiretech.com/process/process.html
Capstan holds short wire lengths (100’ held on ~3” OD x 5” length shown above Maintains wire integrity better than reel to reel system Larger package than reel to reel Reverses cutting direction every 5 sec Fairly simple to rethread wire in case of a break Capstan Wire Guide
Holds long wire lengths (2 km) that runs between two reels Wire wears faster because it lays over itself More compact package overall Cutting direction reverses less often (~30 sec – 90 sec?) Slightly more complicated to re-thread wire in case of a break Reel to Reel Wire Management
Wire tension is maintained with air pressure (set to ~15 psi) The wire is programmed to cut at a set rate or at a set rate with bow no greater than θ˚ Typically 3˚ Draw force is less than 5 N [1 lb] which allows us to use a light holding force on the rock Low cutting forces results in cut rock face having finishes that of ground rock DWT Cutting Control
Minimal consumables (epoxy, wire, guides, etc.) Low Power Usage per function (quantify?) Least Mass Possible to do the job Fewer moving parts means fewer broken pieces Robust enough to last for X-months or X-many sections? No fluids, all electromechanical Must be able to function at ~40 Kelvin? Would we be able to simulate anything near that? System Requirements
Minimize the number of release/re-grasp/re-indication operations. Passive/active compliance in “rough” gripper to allow for wide variance of sample shapes. Minimize dust and fine particulate byproduct from cutting operations as well as dust/machine interactions. Produce system capable of producing a very standardized tablet for further manipulation (grinding and polishing). Careful consideration to minimize Abbe errors. General Design Considerations
Minimal grasping force required due to low cutting forces. Force applied by spring tension. Reduced sensing and control requirements. May not be as robust. Example Gripper with Passive Compliance
2 linear, 2 rotational axis. Simplifies to 3 axis if diamond wire can cut orthogonal to the pulley plane. Can eliminate reverse bending in diamond wire (not shown). Produce standardized thick section with large adjustability of dimensions. Concept: Stage for producing thick section from large sample.
Boat dim: standard thick section size. Fill with epoxy and cure Cutting operation to cleanup top face? Twisting motion to release thick section. Concept: Stage for producing tablet from smaller chips
Assembly vs. Operating Environment Dust/Debris Interaction Large variability in samples to grasp. Diamond Wire fatigue/failure modes at operating temps Pulleys will need to be replaced after ~250 hours of use (AL hub stays, neoprene V guide slides over hub) Wire “failure” either from fatigue or wear. Upcoming Concerns