Download
1 / 24
240 likes | 492 Views
A grinding machine controller with enhanced process monitoring integration. John Moruzzi GERI / AMTReL. M. N. Morgan, X. Chen , D.R. Allanson. AMTReL 1300X Grinding Machine. Universal grinding machine External and Internal wheelheads SAMM control (Servo Assisted Manual Machine)

E N D
A grinding machine controller with enhanced process monitoring integration John Moruzzi GERI / AMTReL M. N. Morgan, X. Chen, D.R. Allanson A grinding machine controller with enhanced process monitoring integration
AMTReL1300X Grinding Machine • Universal grinding machine • External and Internal wheelheads • SAMM control (Servo Assisted Manual Machine) • Prototype machine based on Format 15 model • Built circa 1994, modified 2001 • Closed control system – Industrial PC / MS-DOS LJMU: M/C and Initial Control Arrangement A grinding machine controller with enhanced process monitoring integration
Aims of the project The objectives are to: • Replace old ‘closed’ CNC control – new PC hardware • New simplified operator panel • Touch screen operation • Implement existing cycles for External grinding • Enhance cycle programming and machine setup • Interface and integrate external process control equipment • Demonstrate optimised cycle • Modern software design and implementation • Expandable for intelligent and adaptive grinding features A Low-Cost, Expandable, Open-Architecture Grinding Machine Control System
New System Components Control system modifications: • Industrial rack PC • Workhead servo drive • Motion control card • Touchscreen monitor • Console switches / lamps • Cabling / connectors • Process control unit A grinding machine controller with enhanced process monitoring integration
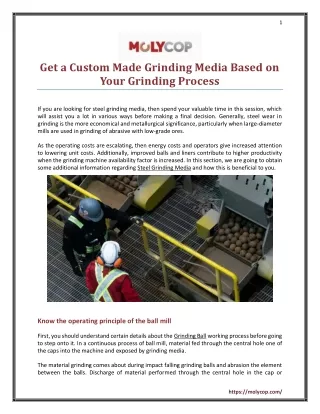
Quality, Efficiency and Safety Issues In practice the physical variability of the grinding process, such as wheel wear, machine deflections, wheel vibrations and temperature variations mean that adjustments to the grinding parameters need to be made in order to improve the quality of the finished part . Auxiliary process monitoring equipment will help operators and machine controls to identify, optimise and correct key machining issues. A grinding machine controller with enhanced process monitoring integration
Improving the grinding process In machining, and particularly grinding, it is desirable to have a control system that can integrate and adopt the latest Process Control and Monitoring equipment, and implement enhanced production cycles. Grinding optimization technologies include wheel balancing, in-process gauging, touch detection (power and acoustic emission) and other sensor-based strategies. A selection of such features may be included in higher-end grinding machines in response to specific requirements, however this involves significant customisation and application engineering from the machine builder. It has proved to be impractical or uneconomic to apply the benefits of this technology to simpler, cheaper grinding machines, despite the fact that low-cost process control equipment is becoming increasingly available. A grinding machine controller with enhanced process monitoring integration
Monitoring of the grinding process Auxiliary Process Monitoring equipment is generally a stand-alone unit, connected to the machine control via a wiring or communications interface. The operator will set the device operating parameters and monitor its behaviour via a control panel. Key monitoring and control features are: • Wheel Balancing (vibration sensing / correction) • Touch Detection (Acoustic Emission or Power sensing) • Gauging (Size / Position measurement) As various programmed conditions are met during machining, appropriate signals and visual indications are set by the device. The operator or machine control will then respond to this information according to a defined strategy. The enhanced system design implements a simpler integration of process monitoring equipment with the machine control system. A grinding machine controller with enhanced process monitoring integration
Main equipment suppliers Challenges leading to the development of a generic type interface: • Lack of standardisation between CNC and equipment manufacturers • Different interfacing hardware and strategies for Process Control equipment. • Different levels of functionality / complexity A grinding machine controller with enhanced process monitoring integration
Key Control System Elements The main features of a machine tool control system are: Axis control and position measurement Operator input and control features Additional measurement and control equipment Computer processing unit with setup and program storage Operator HMI panel Operator program and status display features Machine <=> Control signal interfacing Many of these elements can be treated as interconnected devices or packages that compose the complete system. A grinding machine controller with enhanced process monitoring integration
Interfacing of System Equipment CNC main module Bus System devices are interconnected to transmit and exchange: • Control signals • Status signals • Process data • Configuration data N.B. There is a wide variety of communications and signalling hardware and protocols. Digital IO CNC axis drives Analog Ethernet Ethernet Bus PC unit Profibus RS232 Digital IO Bus Digital IO Process Monitoring unit CNC IO modules A grinding machine controller with enhanced process monitoring integration
New Control Objectives and Innovation An innovative new software design strategy has been designed to directly address the issue of improved process control integration. The aim is to unify the design and implementation of key machine tool features such as hardware configuration parameters, operational parameters, process variables and machining cycles into a rationalized, extendable, Object-Oriented framework suitable for implementation using current PC hardware and software. In order to implement such a framework it is necessary to identify and specify the keyfeatures and requirements of the new system: The main items for consideration are: • Cycles and Part programs (Grinding, Dressing, Balancing) • Hardware features (Connectors,Interfaces) • Communication features (Protocols, data structures) • Operational features (Functions, signals, data) • Software features (Configuration, displays) A grinding machine controller with enhanced process monitoring integration
Open Control Systems: the idea The new system builds on the Open Control Systems concept, originating in the 1990s for Machine Tool Control applications: • Commercial or Industry standard hardware (increasingly moving in this direction) • Modular software structures (now common practice) • Well defined software interfaces - standardised • Vendor-neutral architectures and application modules • Flexible and reconfigurable , adaptable to new technologies and processes • Layered approach to structure hides hardware-specific features A grinding machine controller with enhanced process monitoring integration
Key interactions with Devices What we need our control system to do… Main actions : • Device configuration • Device operation • Device monitoring Main data: • Control, status and alarm signals • Process signal values • Device parameters A grinding machine controller with enhanced process monitoring integration
John Moruzzi:Open Device Interface (ODI) framework A newly proposed Object-Oriented design that enables the structuring of Device software classes (Base and Derived) to provide a standardised top-level programming interface with abstracted levels of specific functionality at the lower levels. 4 levels of OPI Software Classes / Objects: Level 4 : Application Object Layer Object Instances: Actual data items e.g. actual devices (e.g. MyGauge) Level 3 : Data Presentation Layer Derived Classes: More specialised device class (e.g. VM9TD) Level 2 : Session Management Layer Base Classes: Basic definitions to be enhanced (e.g. TDevice TParam) Level 1 : Data Transport Layer API routines: Libraries for access to specific hardware (e.g RS232) Level 5 : User program (application) Level 0 = Low level (hardware) API libraries A grinding machine controller with enhanced process monitoring integration
Example ODI device implementation This diagram indicates the levels of Abstraction and Inheritance in Classes using the Object-Oriented Approach : A grinding machine controller with enhanced process monitoring integration
Key data structures and operations of a typical device: Config Data (Acyclic) Report device details Command data (Cyclic) Turn features On /Off etc Status data (Cyclic) Reporting of device events Monitor Data (Cyclic) Live device signal values Parameter Data (Acyclic) Read / Write setup info Signal Data (Cyclic) Digital Inputs / Outputs Example Device Class : BS VM20–TD A grinding machine controller with enhanced process monitoring integration
Parameter Data : Device <=> Control Config Parameters (Gain,Filter,…) Working Parameters (Limits,…) Parameter Item: Device <=> Control Accessed from Address on Page in Device memory. Command sent to Request or Update parameter data VM20 TD – Parameter & Config data A grinding machine controller with enhanced process monitoring integration
Monitor Data : Device => Control Process data values Selectable content: AE1 & AE2 AE1 & PWR1 ……. VM20 TD – Monitor & Control data Control Data : Control => Device Activate features Select program Start / Reset Cycle A grinding machine controller with enhanced process monitoring integration
Summary of studied ODI devices Devices implemented: Jones & Shipman 1300X Operator Panel (RS232) Balance Systems VM9TD Touch Detector Unit (RS232) Balance Systems VM20SYS System Rack (Profibus) Balance Systems VM20BA Balancer Card (Profibus) Balance Systems VM20TD Touch Detector Card (Profibus) Balance Systems VM20GA Gauge Card (Profibus) Devices studied: Deva004 Motion Control (Digital IO) Fanuc CNC CNC Interface (Ethernet / FWLIB) Heatmiser UH1 Building Heating Control (RS485 / TCPIP) A grinding machine controller with enhanced process monitoring integration
Applications of the ODI Library Overall software and hardware structure: (and its uses beyond this application) Deva 004 BS VM9BA CNC Program (Machine control) e.g. J&S 1300X ODI Device Library TDeva_004 TVM9_TD TVM9_BA TVM20_TD TDTLM5000_BA ….. T1300X_Panel THM_UH1Control BS VM9TD BS VM20SYS BS VM20BA BS VM20TD Monitor Program IGA IGPS Dittel M5000 MA Dittel AE4000 J&S 1300X Panel HeatMiser UH1 User Application Virtual Device Actual Device A grinding machine controller with enhanced process monitoring integration
The IGA application example The IGA (Intelligent Grinding Assistant) was developed previously at AMTReL as an external PC program that interfaced between the Fanuc CNC of the Jones & Shipman Ultramat grinder and its installed VM20 Balancer, Touch Detection and Gauging Unit. It was able to demonstrate Adaptive Control of the grinding cycle parameters, by monitoring live process data values (e.g. spindle power, wheel acoustic emission) at various points in the cycle, and performing analysis and calculations on the data. Quantities such as the system Time Constant τcan be calculated from the power signal (least mean squares method) during the initial contact or dwell phases of the grinding cycle. The Time Constant can be used to adapt the wheel infeed rate parameter or the sparkout dwell time parameter. A grinding machine controller with enhanced process monitoring integration
IGA implementation with ODI The existing IGA program was studied and adapted to work with the ODI implementation of the external system devices. Ultramat Machine ODI device library Ethernet Link BS VM20SYS BS VM20BA BS VM20TD BS VM20GA Profibus Link J&S Fanuc CNC IGA Program Cycle parameters Cycle phase Cycle commands Programmed cycle parameters Optimised cycle parameters Time Constant Model Burn Model Grinding Database Balancer Data Touch / Power data Gauge data Config parameters System Status data A grinding machine controller with enhanced process monitoring integration
Summary • A revised and modernised Control System package for a grinding machine has been specified, designed and developed. • An Open Device Interface (ODI) to facilitate the integration of various Grinding process Control and Monitoring devices has been designed and demonstrated. • The Object Oriented Framework allows a common access strategy for different makes and models of equipment (a generalised Device Object) by using layers of hardware and software abstraction. • Application software can now interact with different Devices much more easily, and Harmonised user interface allows the operator to work with different devices easily. • Different communications methods between devices are supported • The concept is extendable for the control of other Device types such as Motion / Axis Controllers or even Building heating controllers. A grinding machine controller with enhanced process monitoring integration
End of Presentation Any Questions ??? Thank you for your attention..... A grinding machine controller with enhanced process monitoring integration