Download
1 / 62
650 likes | 952 Views
Technology II. Jan Tomíček. Automation of Machining. Automation of machining. Is connected with the rising demands of society and industry development. Is the way to intensification of manufacturing – increasing productivity, improving quality and lowering costs

E N D
Technology II. Jan Tomíček AutomationofMachining
Automation of machining • Is connected with the rising demands of society and industry development. • Is the way to intensification of manufacturing – increasing productivity, improving quality and lowering costs • Is the way to improvements in manufacturing technology, spreading the technological possibilities and way to make the inovation cycle faster.
Whatweneed to automate? • Tool management • Toolchange • Toolmovements • Spindle start, devices start • Materialloading • Finishedpieceremove
AUTOMATION OF MACHINING Machine tools: • general-purpose, manually operated (conventional); - Theleadingpoweristheworker
AUTOMATION OF MACHINING Machine tools: • automated: a) fixed automation – mechanisms: cams, gear wheels, links, levers, arms; mechanical stops, limit switches, etc. b) flexible automation – programcontrol, numerical control
Cam Is a discorcylinderwith a curveshapedpath. A boss in support is in thepathand as thecamturnsthe support moves. Cam are connectedtogether to providecomplexmovementof support, feed, rotationandother.
Fixed automation machine tools • automatic general-purpose machine e.g. a semiautomatic or an automatic lathe • single-purpose machine (usually unit-built) workpiece oriented function design • transfer line integrated workpiece transport system
Single purposemachine • Just oneoperation, ofop. Step isdone. • Sometimes a batchofoperationsteps • Specialmachinedesigned to maximizetheproduction: • Multiple spindles • Highfeeddrives • Multiple clamping • Automatic part in feed • Specialtoolingusage
2) Flexibleautomation • (soft, programableautomation) isaimedatpieceandsmallbatchproductiondue to easyreprogramming. Two basic forms • Program sequencecontrol • Numericalcontrol
Program sequencecontrol Thesequenceofmotionsandswitchingsiscontrolled by relays, timers, switches, perforatedtape, programablecylinders, plugboardsandothercontrollers. Easierreprogramming, limited program options, almost no adjustments
Perforated tape Each line presents a different movement or switch. It has to be printed correctly, no error control. FYI: 8 line perforated paper tape can contain one byte of information in one column of holes. Normal pitch of columns is 2,54 mm. That means you need 2,6 m of tape to store 1kB of data. A dual-layer DVD is then approx. 22100 km of perforated tape.
Numericalcontrol • The most important type ofautomation. Almostallofnewmachines are numericallycontrolled. Priciple: Machineandallofitsmovements are controlled by a program. Program is a list ofinstructionswrittenisspecific syntax andhavingspecificformat.
Mechanical vs. numerical • Limitations – speed, lengthof program, possiblemotions on cams.
FLEXIBLE AUTOMATION • Conventional machine tool
FLEXIBLE AUTOMATION 2. NC machine tool (stand-alone)
FLEXIBLE AUTOMATION 3. NC machine tool with tool magazine
FLEXIBLE AUTOMATION 4. CNC machine tool
Mechanization vs. automation • Mechanization – human power is replaced by machines, drives, hydraulic or mechanic devices • Automation – human control is replaced by sequentional machine, cams, computer, PLC controller
Automation degree • Semiautomatic run – tools are changed automatically, blank or finished workpiece is renowed by operator • Automatic run – both the tool and pieces are placed and removed automatically by robot (line, tables)
NC / CNC definition Originalyonly NC controlwasused. Program wasstored on tapeordiscandreadone line afteranother. Influence of rapid developmentofcomputersresulted to CNC control (Computernumericalcontrol). Nowthe program isloadedintocomputersmemoryandexecutedfromhere.
Program sequence Subprograms • A link to anotherthenthefollowing line isenteredintomainprogramm. • Thissubprogramisexecuted. • Afterfinishingthis program wereturn to main program a wecontiueuntilendofmain program(M30)
Basic principlesof CNC machines • NC/CNC machine consist of 3 basic elements. List of instructions – NC code – a mix of alphabecial and numerical information. Contaion information about movements, feed, speed, tool change and other machine functions (cooling, measuring) Control unit - control system – convertsthe program intosignalformachineandsendthem to machine(PLC controller) NC code Machine Control unit (system) Drive motor Sensing device
Basic principlesof CNC machines • NC/CNC machine consist of 3 basic elements. Machinetool – fittedwith drive motor to operateslides, support andspindle. Alsowithswitches to start/stop specificfunctions Sensing device – optional(closedcircuit)- sensing device controlif a specificdemandwasfullfilled. Support feed, Table positionetc. NC code Machine Control unit (system) Drive motor Sensing device
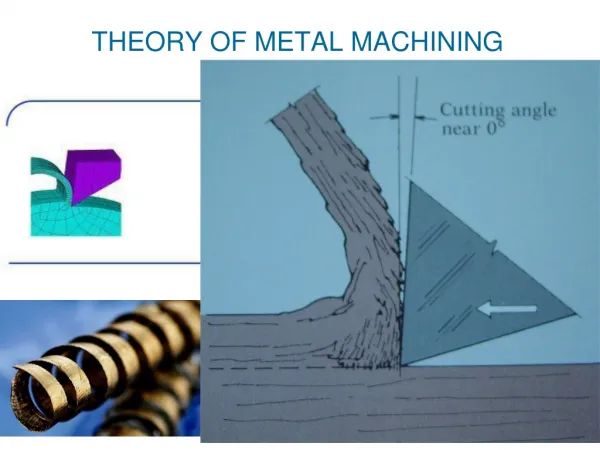
Motions Threetypesofmotion • point-to-point motion – toolismoved to specificlocation, pathor speed ofmovebetweenlocationis not controlled. (drilling) • Linearcontrol – movementalongoneoftheaxesofthemachine. • Contouringcontrol – movementcanbemade in twoor more axessimultaneously.
Motions Point-to-point controlLinearcontrolContouringcontrol (continual) drillingmillingmachines, lathesmachiningc.(milling, turning)
CNC machining centre(MC) • MC combine a number of different machining processes in one operation
Modulartool set – toolingsystem Allmanufacturersaroundtheworld Basic concept: • Holderwithstandadizedconecting part – ISO, BSK cone, CAPTO systemetc. • Extension bar – active (vibrationelimination) adujstableandbalanced • Quickchangetooltip/insert