Download
1 / 28
280 likes | 800 Views
Gerrit Buchheim, P.E.. 32 Years US and International Refining Experience on owner and consultant sideInvolved in API 579-1/ASME FFS-1, API 571, API 941, API 934, API 939-C, and API 581 developmentAPI SCCM, NACE STG 34 Certified API trainer for API 579 and 571API 581 Implementation Expert in cre

E N D
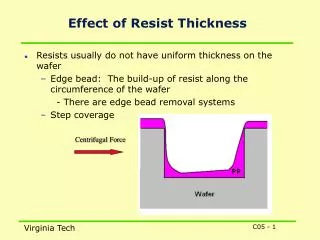
3. Overview Background
Damage Mechanisms
Inspection/decision challenges
Definitions
Methodology
Probabilistic Creep Life Calculation
Considerations and Assumptions
Outputs
Results
Inspection/decision making
Evaluation of thickness data at turnaround
Continuing basis and planning for next turnaround
Conclusions
3
4. Background Several refiners have asked about calculating Tmin thickness to aid inspectors in quick decision making during turnarounds
However, there is no unique Tmin for heater tubes subject to creep and corrosion and the concept does not apply for heaters subject only to creep.
Define a term T action (Tact), which is a thickness at which further study and analysis or replacement is required for continued operation.
A pilot study was performed on four heaters:
Cat Reformer
Hydrogen
Crude
Hydrotreater
4
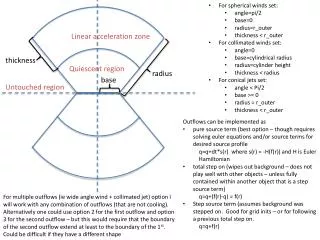
5. Background � Damage Mechanisms Fired heater tubes are subject to a multitude of damage mechanisms, such as:
Creep (stress rupture and long term)
Oxidation
Sulfidation
885F or sigma phase embrittlement
Carburization and metal dusting
Cl SCC and PASCC
Thermal fatigue
Hot corrosion (Va, Na)
For purposes of this talk, only creep and oxidation/sulfidation are considered 5
6. Background � Inspection Challenges During turnarounds, there is a short period of time to perform inspections and make decisions as to replacing tubes
Need to obtain accurate thickness readings and possibly strapping (diameter) measurements and/or creep damage assessment
Surface scales and cleaning/condition leads to higher scatter in thickness readings compared to process piping. Also have variations in thickness or creep damage due to temperature differences along length of tubes and amongst tubes.
Refineries desire a method to help make quick decisions during a turnaround on remaining life 6
7. Definitions Tmin- Typically in piping or vessels is defined as the minimum thickness which is considered acceptable for continued service in the absence of FFS or other engineering assessments. This can relate to the thickness needed to contain pressure (with the appropriate safety factors or is also known as structural Tmin which is deemed too thin to handle other loads such as personnel stepping on it, etc. In a heater, Tmin is not a unique value, because of the time dependent nature of the damage (creep). For the purposes of creep life calculations a minimum thickness to contain pressure elastically or a default value to guard against perforation, whichever is greater, is used in calculations to determine a remaining life.
Tact- The thickness at which the refiner should take further action . This action could consist of more inspection, closer evaluation of data, replacement, a FFS assessment, changing the process conditions, applying protection to guard against further corrosion, etc.
7
8. Definitions Metal Temperature� The temperature at the mid-wall of the heater tube. This is not the process fluid outlet temperature, nor the thermocouple or IR reading. However, unless a study has been performed, the metal temperature is assumed to be the measured temperature.
Creep- The deformation and/or cracking of component due to application of a steady or increasing stress over time. Creep can result in swelling, depending on the materials of construction. Creep is sensitive to temperature and stress. A rule of thumb is that a 25�F increase in temperature or a 15% increase in stress halve the creep life.
8
9. Methodology Assign the heater to one of three categories:
Corrosion only
Creep only
Corrosion and creep
Split heater into logical physical groupings (radiant, convection, crossover, diameter, metallurgy, installation date)
Split heater into logical process groupings for past operations (temperatures, pressure) for the given process environment 9
10. Methodology Temperature assessed using an autocorrelation model
Temperature data is first manually scrubbed to remove error readings from thermocouples and blank spots due to downtime
Data is sectioned based upon temperature jumps from day to day
Smoothes data with a running average, creating a mean curve for each section
Mean curve has equal amount of scatter above and below the curve
Model then randomly selects a temperature based upon this mean curve and scatter for each calculation case
11. Methodology Pressure, corrosion rate, and material properties fit to a statistical distribution
If heater is subject to creep damage, Omega 579 creep material properties are fit to a statistical distribution with the ?sr value to take into account reality of varying material properties due to chemistry and fabrication.
Apply the limited temperature/pressure/corrosion rate data to the entirety of the component life from installation date to calculate current state of degradation
Apply the same temperature (and possibly pressure) distribution to the future (however the mean can be shifted to reflect anticipated future operating conditions)
Past inspection data (mostly thickness data) is used to calculate corrosion data 11
12. 12
13. 13
14. 14
15. Methodology Calculate the future life out to two turnarounds from current assessment date, with a target probability of failure or imposed minimum thickness based on experience and yield criteria).
Safety factor of 2x life was applied
If two turnarounds in the future was 8 years, probability of failure target was set at 16 years into the future due to safety factor.
If the target probability is not reached within two turnaround intervals, the temperature was increased concomitant with corrosion rate to reach probability of failure at the second future turnaround.
This higher temperature can be used as a guide to indicate the level of safety and cushion in operating conditions
15
16. Methodology Tact value is the estimated thickness at the time of the upcoming turnaround when the probability of failure target is reached at two turnarounds into the future (2x safety factor).
Result for the creep/corrosion or corrosion only heaters is a Tact as measured at the next shutdown.
If the reading exceeds this value, no immediate concerns are raised
If the reading equals or falls below Tact, then further evaluation at the shutdown is needed
Result for creep only heaters is a remaining life assuming no significant change in thickness
17. Probabilistic Life Calculation Defined a target probability of failure.
Calculated an elastic thickness per API 530 to define a true Tmin or used an arbitrary cutoff, which we have used successfully for years to minimize chance of perforation.
Used two year past data and repeated distribution for time from start of service to present day.
This calculated a present day damage from 0 to 1 using Robinson�s rule for creep
If not in creep range, current damage would be zero.
Probabilistic model then randomly selected input variables such as corrosion rate, temperature, pressure and materials properties from their respective distributions
Performed a creep calculation per the Omega Method in API 579 Part 10
Thousands of cases were run
The software then calculated a probability of failure for each future year for creep and thinning separately and then sums it for a combined probability of failure based upon amount of cases resulting failure out of total number run.
If the target probability of failure was exceeded, then a 2 shutdown future life is not reached
If the probability of failure is below the target, then the temperature mean was raised (including the effect on corrosion rate) until the probability of failure reaches the target at the end of the 2 shutdown periods (given safety factor of 2).
In such a case a higher than current potential temperature was provided
This is not implying that the heater should be operated at this higher temperature, but does provide confidence that there is a substantial safety factor 17
18. Considerations/Assumptions for Methodology and Example Calculations Down time can be subtracted in past or future life if known
Corrosion rate is not calculated for each tube, but was taken as thickest starting thickness for a given group minus the thinnest last turnaround reading
Temperature data was the average of daily maximums for that logical process group.
Hydrogen heater data was IR data
Remaining temperature data was taken from skin thermocouples
Pressure was almost constant having only a slight variation over time (if a heater has significant pressure drop, pressure would be for each physical group) 18
19. Considerations/Assumptions for Methodology and Example Calculations Turnaround interval was taken as 4 years or as otherwise stated
Assumed that deviation from the true metal temperature would cancel out
Inherent reading error
Thermocouple attachment/lift off error
T/C not being on the hottest part of tube
T/C not being on hottest tube
If information is available from IR scans showing that there is a significant issue with the T/C location, then the mean of the distribution could be adjusted.
Assumed that IR temperature data is correct, although in many cases IR is conservative because of reading scale.
Due to the limited amount of data available, corrosion rate was typically based upon data over the span of just a few years. A long term corrosion rate was used whenever possibly and applied to the thinnest tube in a group for future life calculations. 19
20. Output For each heater, broken up by physical and process groups, a Tact is provided for the next shutdown for any tube in that group or a or remaining life value.
Basic information on each group is provided
Estimated past life corrosion rate is listed
Allowable future life corrosion rate is listed 20
21. Crude Heater Results 21
22. Cat Reformer Heater Results 22
23. Hydrotreater Heater Results 23
24. Inspection Decision Making Obtain thickness and diameter readings for all heaters (recommend instituting a procedure and training program for heater tube thickness readings to provide consistent results). For heaters that scale externally, surface prep may be critical to obtain valid UT measurements
For corrosion or creep and corrosion heaters, substantial data is needed to ensure detection of low spot of general corrosion or more localized attack. If severe corrosion is expected, internal UT pigging, if possible, is recommended.
Diameter readings (No go gauges) etc. are used to assess local bulging, using such readings for creep life estimation is very difficult.
For heaters that fall into creep only category, thickness readings verify nothing severe occurred or if loss is measured invalidating the assumption of no corrosion. Diameter measurements and/or advanced UT methods or combination methods are recommended.
Once the estimated creep life is advanced, consider removing samples for destructive omega creep testing. 24
25. Preliminary Evaluation of Thickness Data at the Shutdown If thickness measured is below Tact:
Expand scope and verify readings
Engineer must decide whether safety factor can be reduced, operating severity could be reduced, or need to replace tube(s)
If thickness measured is above Tact:
Eyeball readings to:
Identify if growth has occurred from last reading on tube, then handle as would any other UT reading with growth for piping.
If a large loss (absolute) is measured from last reading or if any tube in the grouping , verify corrosion rate does not exceed rate listed as remaining life corrosion rate in results.
A situation could occur where a larger than expected corrosion rate could is occurring on a thicker tube, which will cause the thickness reading to be above the Tact value at the first turnaround, but fail before the following turnaround. This trend is plotted in the following figure. This is unlikely given the conservative corrosion rates used in the study, but it is still a possibility that must be taken into consideration.
25
26. 26
27. Continuing Basis and Planning for the Next Turnaround Recommend capturing and storing temperature data into a spreadsheet or other repository every 6 months or so for each heater and quickly looking at temperature trends. Could have on-line monitor, but rarely needed.
If the trend is higher than the estimated temperature used for the life prediction, then a re-assessment may be in order.
About 18-24 mo prior to the next scheduled turnaround this analysis should be repeated and updated for use at the next turnaround.
If the prediction is that a two-run length extension is unlikely, then provisions may want to be made to adjust the operating conditions or purchase spare/replacement tubes. 27
28. Conclusions At this point, we believe we have a sound methodology/procedure to define Tact/remaining life for refinery heaters
The software tool is complex � we tried to make simple for refinery to use themselves, but:
Temperature data fitting is complex
Interaction of creep and thinning is complex
Probabilistic nature of this issue
A complex tool and pre-shutdown engineering work to make life easy for refineries at shutdowns 28
29. Gerrit M. Buchheim, P.E. (Ohio)
Vice President and Principal Engineer
20600 Chagrin Blvd. Suite 1200
Shaker Heights, OH 44122
Phone: 1-216-283-6020
Mobile: 1-216-256-6020
gmbuchheim@equityeng.com