Download
1 / 20
210 likes | 581 Views
CHAPTER SEVEN CASTING PROCESSES. INTRODUNCTION.

E N D
INTRODUNCTION • Casting process is one of the earliest metal shaping techniques known to human being. Casting process consists of pouring molten metal into a refractory mold cavity and allows it to solidify. The mold cavity needs to retain its shape until the metal has solidified and the casting is removed from the mold.
pattern making • Patterns are made to produce the proper sizes and shapes of cavities in the sand molds. Except for some very simple shapes, usually those that are circular, a pattern is necessary if the mold cavity is to have the correct shape and dimensions. Patterns are typically made from wood, plaster, plastics, various metals, and, for lost foam castings, from polystyrene foam.For investment castings, patterns are made from wax or plastics.
PATTERN ALLOWANCES • The dimensions of the pattern are different from the final dimensions of the casting required. This is required because of various reasons. These are detailed as follows. • Shrinkage • Draft
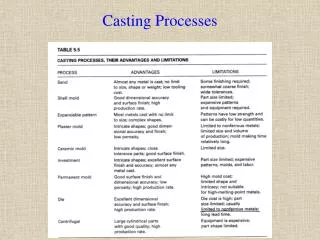
Casting processes • One way of classifying casting is according to the material used in making mold. • Sand casting 3- Continuous Casting • Die casting 4- Investment casting • Centrifugal casting
Sand casting • Silica sand is the principal basic molding material used by foundry man, whether for iron, steel and for nonferrous castings. Casting produced in silica sand are commonly known as sand castings.
Properties of Moulding Sand • 1.Porosity or permeability • Plasticity • Adhesiveness • Cohesiveness • Refractoriness • Collapsibility
CORE AND CORE BOX • A core may be defined as a preformed mass of bonded sand that is used to make the internal configuration of a casting.
SAND TESTING • Generally the following tests are performed to judge the molding and casting characteristics of foundry sands: • 1. Moisture content Test 2. Clay content Test • 3. Chemical composition of sand 4. Grain shape and surface texture of sand. • 5. Grain size distribution of sand 6. Specific surface of sand grains • 7. Water absorption capacity of sand 8. Refractoriness of sand • 9. Strength Test 10. Permeability Test • 11. Flowability Test 12. Shatter index Test • 13. Mould hardness Test.
FACTORS CONTROLING GATING DESIGN • Sharp corners and abrupt changes in at any section or portion in gating system should be avoided for suppressing turbulence and gas entrapment. • (ii) The most important characteristics of gating system besides sprue are the shape, location and dimensions of runners and type of flow. It is also important to determine the position at which the molten metal enters the mould cavity. • (iii) Gating ratio should reveal that the total cross-section of sprue, runner and gate decreases towards the mold cavity which provides a choke effect.
FACTORS CONTROLING GATING DESIGN • (iv) Bending of runner if any should be kept away from mold cavity. • (v) Developing the various cross sections of gating system to nullify the effect of turbulence or momentum of molten metal. • (vi) Streamlining or removing sharp corners at any junctions by providing generous radius, tapering the sprue, providing radius at sprue
PERMANENT MOLD OR GRAVITY DIE CASTING • This process is commonly known as permanent mold casting in U.S.A and gravity die casting in England. A permanent mold casting makes use of a mold or metallic die which is permanent. A typical permanent mold is shown in Fig. Molten metal is poured into the mold under gravity only and no external pressure is applied to force the liquid metal into the mold cavity.
CENTRIFUGAL CASTING • In centrifugal casting process, molten metal is poured into a revolving mold and allowed to solidify molten metal by pressure of centrifugal force.
CONTINNOUS CASTING • In this process the molten metal is continuously poured in to a mold cavity around which a facility for quick cooling the molten metal to the point of solidification.
Investment Casting (Lost Wax Process) • This process uses a one-piece mold made of ceramic material, the same material that is used in ceramic casting. The mold is made by surrounding an expendable wax or plastic pattern with the ceramic material in slurry form. When the mold material solidifies it is heated and the wax or plastic replica of the part is melted out, leaving a cavity corresponding to the shape of the desired part. The mold is baked to remove all residues of the pattern and to fuse the ceramic. Molten metal is poured into this cavity. When the metal solidifies, the ceramic mold is broken free and removed from the casting.