Download
1 / 48

E N D
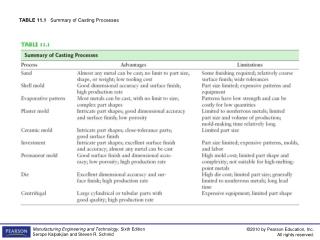
Sand casting • consists of placing a pattern (having the shape of the desired casting) in sand to make an imprint, incorporating a gating system, filling the resulting cavity with molten metal, allowing the metal to cool until it solidifies, breaking away the sand mold, and removing the casting • in the USA about 15 million tons of metal are cast by sand casting • used for machine tool bases, engine blocks, cylinder heads, and pump houses
Sands • silica sands (SiO2) • fine round grains can be closely packed and forms a smooth mold surface • good permeability of molds and cores allows gases and steam evolved during casting to escape easily • the mold should have good collapsibility to avoid defects in the casting (tearing and cracking) • ability to with stand high temperatures • ability to retain shape under the action of metal flow • permeability • collapsibility
Three basic types of sand molds • green sand (a mixture of sand, clay, and water) • cold box (various organic and inorganic binders are blended into the sand to bond the grains chemically for greater strength) • no-bake molds (a synthetic liquid resin is mixed with sand, and the mixture hardness at the room temperature
Major components of sand molds • The mold is supported by a flask. Two piece molds consist of a cope on top and a drag on the bottom. The seam between them is the parting line. • A pouring basin or cup, into which the molten metal is poured. • A sprue, through which the molten metal flows downward. • A gate, which is located at the base of the sprue. Molds typically contain a system of gates constructed to minimized turbulence in the molten metal and control flow so that metal is supplies at a rate to adequately supply the critical section thickness of the casting. Gating systems often include passageways called runners. • Risers, which supply additional metal to the casting as it shrinks during solidification. • Cores, which are inserts made from sand. They are placed in the mold to form hollow regions. • Vents, which are placed in molds to carry off gases produced when the molten metal comes into contact with the sand in the molds.
Cores • used to form internal cavities or passages • they ar placed in the mold cavity before casting and are removed from the finished part during shakeout and further processing • they must possess strength, permeability, ability to withstand heat, and collapsibility • they are typically made of sand aggregates • the core is anchored by core prints (they are recesses that are added to the pattern to support the core and to provide vents for the escape of gasses) • or by metal supports, known as chaplets
Shell mold casting • produces many types of castings with close tolerances and good surface finishes at a low cost • a mounted pattern, made of a ferrous metal or aluminum, is heated to 175-370 C, coated with a parting agent such as silicone, and clamped to a box or chamber containing a fine sand coated with a 2.5 - 4.0% thermosetting resin binder • the sand mixture is blown over the heated pattern, coating it evenly • the assembly is placed in an oven to complete the curing of the resin • the shell is formed by removing the pattern • two half shells are made and are clamped together in preparation for pouring
Thin walls (5 - 10mm) • gases easy to escape • walls are smooth, less resistance to flow of the molten metal, produce castings with sharper corners, thinner section • more economical • the high quality of the finished casting can reduce cleaning, machining, and other finishing costs • can produce complex shapes • it is also used in producing high precision cores
Composite molds • made of two or more different materials • utilized in casting complex shapes (impellers for turbines) • molding materials are: shells, plaster, sand with binder, metal and graphite • they increase the strength of the mold, improve the dimensional accuracy and surface finish, and may reduce overall costs
Expandable pattern casting (lost foam) • uses a polystyrene pattern which evaporates upon contact with molten metal to form a cavity for the casting • one of the most important casting processes for the automobile industry • the polystyrene pattern is coated with a waterbase refractory slurry, dried, and placed in a flask. The flask is filled with loose fine fine sand. The molten metal is poured into the mold.
Advantages: • it is relatively simple process (there are no parting lines, cores, or riser systems) • inexpensive flasks are sufficient for the process • polystyrene is inexpensive (complex shapes and various sizes) • the casting requires minimum finishing and cleaning operations • the process is economical for long production runs • the process can be automated
Plaster mold casting • the mold is made of plaster of paris (gypsum, or calcium sulfate) with addition of talc and silica flour to improve strength and control the time required for the plaster to set • these components are mixed with water and the resulting slurry is poured over the pattern • after the plaster is set, the pattern is removed and the mold is dried • the mold halves are then assembled to form the mold cavity and preheated to about 120 C for 16 hours • the molten metal is then poured into the mold
Low permeability, the molten metal is poured either in a vacuum or under pressure • material for patterns are: aluminum alloys, magnesium, zinc, and some copper-base alloys • because of low thermal conductivity, the castings are cooled slowly, yielding more uniform grain structure with less warpage and better mechanical properties • high precision casting • used for casting gears, lock components, valves, fittings, tooling, and ornaments
Ceramic mold casting • the slurry is a mixture of fine grained zircon, aluminum oxide, and fused silica, which are mixed with bonding agents and poured over the pattern, which has been placed in a flask • because of the high temperature resistance, these molds can be used in casting ferrous and other high temperature alloys
Investment casting (lost wax process) • used during the period 4000-3000 BC • the pattern is made of wax or plastics
Addition of nucleant to the molten metal • close control of superheat of the molten metal • control of pouring techniques • control of cooling rate
Vacuum casting • A schematic illustration of the vacuum casting process, or counter gravity low pressure process (not to be confused with the vacuum molding process) is shown in fig. 5.28. A mixture of the fine sand and urethane is molded over metal dies and cured with amine vapor. Then the mold is held with a robot arm and partially immersed into molten metal held in an induction furnace. The metal may be melted in air or in a vacuum. The vacuum reduces the air pressure inside the mold to about two thirds of atmospheric pressure, drawing the molten metal into the mold cavities through a gate in the bottom of the mold. The molten metal in the furnace is at a temperature usually 55C above the liquidus temperature; consequently it begins to solidify within a fraction of a second. After the mold is filled, it is withdrawn from the molten metal.
Permanent mold • better heat conduction than expendable mold (faster cooling that has affect on microstructure and grain size) • mold materials: steel, bronze, refractory metal alloys, graphite • core materials: shell or no-bake cores, gray iron, low carbon steel, hot work die steel • molds are preheated to facilitate metal flow and reduce thermal damage to the dies • process could be automated for large production runs • process is used mostly for aluminum, magnesium, and copper alloys • good surface quality, close tolerances, uniform and good mechanical properties and at high production rate • used to cast automobile pistons, cylinder heads, and connecting rods, gear blanks for appliance, and kitchenware
Slush casting • after the desired thickness of solidified skin is obtained, the mold is inverted or slung, and the remaining liquid metal is poured out • used for small production runs (ornamental and decorative objects and toys) • Pressure casting • the molten metal is forced upward by gas pressure (or by vacuum) into graphite or metal mold
Die casting • developed in the early 1900s • the molten metal is forced in the die cavity at pressures rangint from 0.7 to 700 MPa • typical parts: transmission housing, valve bodies, carburetors, motors, business machine and appliance components, hand tools, and toys • Hot chamber process
Process capabilities and machine selection • die has a tendency to part • rated according to clamping force • 25 to 3000 tons • selected according to die size, piston stroke, shot pressure, and cost • single cavity, multiple cavity, or combined cavity • dies made of hot work die steel • dies may last half a million shots before wearing
Centrifugal casting • utilizes the inertial forces caused by rotation to distribute the molten metal into the mold cavities • True centrifugal casting • hollow cylindrical parts • molds are made of steel, iron, or graphite, and may be coated with a refractory lining to increase mold life • mold surfaces can be shaped so that pipes with various outer shapes, including square or polygonal, can be cast • inner surface remains cylindrical because the molten metal is uniformly distributed by centrifugal forces
Squeeze casting • solidification of molten metal under high pressure • combination of casting and forging • high pressure promotes heat transfer, resulting in a fine microstructure with good mechanical properties and limited microporosity • made to near net shape with complex shapes and fine surface detail, from both ferrous and nonferrous alloys
Casting techniques for single-crystal components • used for gas turbine blades usually made of nickel-base superalloys • conventional casting of turbine blades (investment with ceramic mold) • polycrystalline grain structure makes it susceptible to creep and cracking along grain boundaries under centrifugal force • directionally solidified blades • uses a chill plate at one end of the mold • no transverse grain boundaries, only longitudinal • single crystal growing • seed crystal dipped into solution and pulled slowly out while being rotated • floating zone method involves polycrystalline silicon resting on a single crystal silicon, heated by an induction coil, the single crystal grows
Rapid solidification • involves cooling of molten metals at rates as high as 106 K/s • insufficient time to crystallize (amorphous alloys or metallic glasses) • typically contain iron, nickel, and chromium, alloyed with carbon, phosphorus, boron, aluminum, and silicon • amorphous alloys exhibit corrosion resistance, ductility, and high strength • useful magnetic properties make them attractive for magnetic cores