Download
1 / 40
1.41k likes | 2.75k Views
Casting Processes. Tim Goldmann – General Overview Caleb Hanson – Molten Metal Phillip Pinsonneault – Mold Design Rey Jordan – Solidification and Inspection. History of Casting. Complex forms, low cost Certain shapes cannot be machined One piece parts vs. multiple piece parts

E N D
Casting Processes Tim Goldmann – General Overview Caleb Hanson – Molten Metal Phillip Pinsonneault – Mold Design Rey Jordan – Solidification and Inspection
Complex forms, low cost Certain shapes cannot be machined One piece parts vs. multiple piece parts Design changes are easily incorporated High volume, low skilled labor Large, heavy parts can be made easily Advantages
Problems with internal porosity Dimensional variations due to shrinkage Trapped impurities, solids and gasses High-tolerance, smooth surfaces not possible More costly than stamping or extruding in some cases Disadvantages
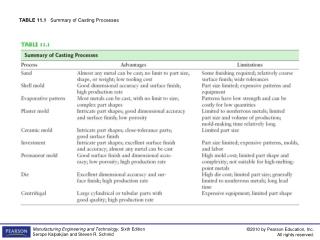
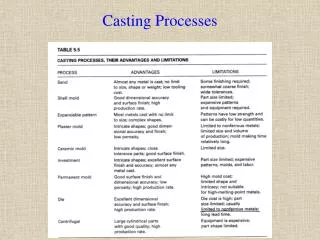
Expendable Molds Green Sand Dry Sand Shell Investment Plaster
Expendable Molds Pattern must be produced New mold for every cycle
Permanent Molds Die Centrifugal Pressure Injection
Permanent Molds Made of durable material Multiple use Built-in Alignment
Cupola Furnaces Five Zones • Stack • Charging Zone • Melting Zone • Tuyers (Air Intake) • Crucible or Hearth
Induction Furnaces Magnetic field Rapid melting rate Low pollution
Foundries • Pattern and Mold Making • Computer Aided Design • Manufacturing • Rapid Prototyping • The Casting Process • Metal Melting • Metal Compositions • Impurities • Pouring into molds
Foundry Automation • Pouring into Molds • Cleaning • Heat Treatment • Inspection • Automated Guided Vehicles • Automatic Storage • Moving Cores and patterns • Etc.
Reasons For Automation • Increased Manufacturing Efficiency • Reducing Costs • Reliability in Harsh Environments • Release of Skilled Man Power • Maximize Space • Improved Quality
Why Fluid Flow? • When Heated Metal Becomes Liquid • Important in Cast Design - Sprue - Well - Runner - Gate
Fluidity of Metals • Viscosity • Surface Tension • Inclusions • Mold Design • Degree of Super Heat • Mold Material - Thermal Conductivity - Surface Roughness • Heat Transfer
Tests for Fluidity • There are several different fluidity tests • All use the same principle • Useful in simulating how metal will react • See how far the metal will travel before solidification
Heat Transfer • Heat transfer is important in many aspects of casting - Pouring - Solidification - Cooling rate - Rate is a function of Volume and surface area
Design Considerations in Casting • Design of the part • Casting process and material • Locate parting line • Locate design gates • Locate mold features such as sprue, screens and risers
Design Consideration of Cast Parts • Corners, angles, section thickness • Avoid sharp corners angles and fillets • Stress raisers, cracking, and tearing • Sections should be blended smoothly
Design Consideration of Cast Parts • Flat Areas • Large flat areas may warp during cooling • Poor surface finish from uneven flow in pouring • Resolve with ribs, and serrations • Circles and Rounds • Lower cooling rate in circles induces hot spots • Shrinkage cavities and porosity
Design Consideration of Cast Parts • Shrinkage • to avoid cracking during the cooling process there should be shrinkage allowance • Staggered ribs, change the intersection geometry • Patternmaker’s Shrinkage Allowance • 10-20 mm/m
Design Consideration of Cast Parts • Draft • Used to enable easy removal of pattern without damage to mold • Range from 5 to 15mm/m • Angles of 0.5° to 2° • Dimensional Tolerances • As wide as possible within limits of good performance • Letters and markings
Locating the Part Line • Part line • separates upper and lower mold • Flat plane, along corners or edges • This will avoid flash at the parting lines
Locating and Designing Gates • Gates • Connections between runners and the part • Multiple gates preferred • Feed into thick sections of the castings • Runners • Distribution channel for molten metal from the sprue into the gates
Casting Alloys • Nonferrous Alloys • Aluminum, magnesium, copper, zinc, tin, lead • Good electrical conductivity and resistant to corrosion • Most of these alloys share characteristics of good machinability and can all be welded
Casting Alloys • Ferrous alloys • Cast irons • Largest quantity of all metals cast • Good wear resistance, hardness and machinability • Cast Steels • Material used under extreme heat conditions • Railroad, mining and construction
Casting Economics • Cost • Depends on materials, equipment, and labor • Preparations require raw materials, time and effort • Melting, pouring, heating, cleaning, inspections • Equipment cost lowers with large # of castings • Solutions to alleviate unneeded cost are being looked into • Rapid prototyping
ABB, Automation Solutions, 2005, 10/01/2005, www.abb.com Brown Jerry, Primary Metals, 10/01/2005, www.p2pays.org ECO BRASS workability, 10/01/2005, www.ecobrass.com 2.008 Casting, 10/01/2005, www.ocw.mit.edu Wright, Thomas, Processes of Manufacturing, Goodheart-Wilcox Company, Inc., 1990 Lindbeck, John R., Product Design and Manufacture, Prentice-Hall, 1995 Kalpakjian & Schmid, Manufacturing Engineering and Technology, Prentice-Hall, Fifth Ed. References