Download
1 / 13
130 likes | 242 Views
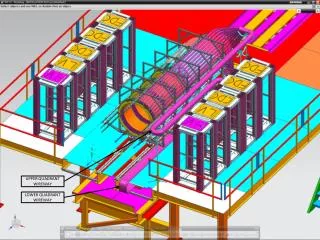
Quadrant Fabrication Study. KEK Toshikazu TAKATOMI Yuichi WATANABE. 2nd Collaboration Meeting on X-band Accelerator Structure Design and Test-Program 13-15 May 2008. Test Quadrant Structure. This structure is made for four parts.

E N D
Quadrant Fabrication Study KEK Toshikazu TAKATOMI Yuichi WATANABE 2nd Collaboration Meeting on X-band Accelerator Structure Design and Test-Program 13-15 May 2008
Test Quadrant Structure • This structure is made for four parts. • The cell size is individually different for acceleratinggradient. • It needs the milling for three-dimensional shape. • Theoretically exact profile tolerance is under 5 μm. • Material is Zr-Cu(C150). • The nominal dimensionsare not visible on the drawing, So Wemust extract from 3D model. • All edges of reference surfaces zone A and B have a radius of 0.05±0.01mm. Don’t have the burrs.
The drawing of test Quadrant Structure Beam Coupler Cavity Coupler • Reference surface • Flatness :under 5μm • Square ness : under 5μm • Cavity (Zone A) • Theoretically exact profile tolerance : 5 μm • Surface roughness :Ra0.1
Issues in processing • To keep in straight • The bending must be under 5μm for needs straight of beam line. • Material is Zr-Cu(C150:φ65×300). • It can't have heat anneal. We have to get the processing which doesn't bend. • Dimension and theoretically exact profile need high precision • Error factor is variations in temperature and in machine motion. We have to study for error factor. • Quality of Surface roughness • We have to get under Ra0.1 in surface roughness. but, it gets difficult at ball-nosed end mills. We have to study for the processing.
Points of Fabrication • Fabrication was the 5-axis precision machine that is controlled with constant temperature at 23±0.5 ℃ degrees. • CAM data was made to change in 23 ℃ degrees temperature. • We studied to find the best processing. • Alignment of the machine and shape of the tools was measured to keep high precision. • It is processed four times to repair bend.
Flatness measurement of references D C B A A B C D 1 2 3 Cavity 4 5 6 n Non fixation Cavity Non fixation Reference surface got at under 6 μm.(under 4 μm at cavity) Reference A Reference B Measurement point
Dimensions of Beam Direction CT :Disk thickness CW :Cell width It had Inclination about 0.02mm Each distance was ±0.005mm
Dimensions of depth data (Cell and Iris) Cells Iris Each distance was -0.01mm±0.004mm
Profile measurement(Beam direction) Beam direction No. 18cells Tolerance is ±2.5μm. Best fit result It was almost within the tolerance.
Profile measurement(cross direction) Cross direction of No.18cell Tolerance is ±2.5μm. Best fit result It’s OK! Cross direction of No.18iris Tolerance is ±2.5μm. Best fit result It had error about 5μm.
1 1 1 1 2 2 2 2 A B D C Surface roughness A-1 : Ra0.20 A-2 : Ra0.17 B-1 : Ra0.20 B-2 : Ra0.33 C-1 : Ra0.11 C-2 : Ra0.13 D-1 : Ra0.15 D-2 : Ra0.16 Roughness in cavity was under Ra0.4 Tool speed have to move very slowly to get high quality by ball-nosed end mills. but, it have very long process times. then ,it occur of another error factor. It is limited by our process now??
Iris_0-1_sideA Iris_5-6_sideA Iris_11-12_sideA Iris_18-19_sideA Inspection of edges Side A input output Burr was not seen. It had edges of chamfering at 0.05mm. This is good!
Summary • Reference surface got at under 6 μm. Cavity was under 4 μm. • Dimensions of beam direction had inclination about 0.02mm. It was gotten variations in temperature. We had to study. • Profile measurement at beam direction was almost in the tolerance. • Roughness in cavity was under Ra0.4 In the future, we will reach the goal based on those results. Acknowledgment We would like to express my gratitude to U-CORPORATION Co.,Ltd and Hitachi,Ltd about fabrication study.