Download
1 / 13
140 likes | 388 Views
Off-line optimization on NC machining based on virtual machining. Authors: J.G. Li, H. Zhao, Y. X. Yao & C. Q. Liu Received: 7 July 2006/ Accepted: 12 Dec 2006/ Published online: 10 Jan 2007 Presented By: Bibhisha Uprety Date: 10/27/2010. Introduction. What is virtual machining?

E N D
Off-line optimization on NC machining based on virtual machining Authors: J.G. Li, H. Zhao, Y. X. Yao & C. Q. Liu Received: 7 July 2006/ Accepted: 12 Dec 2006/ Published online: 10 Jan 2007 Presented By: Bibhisha Uprety Date: 10/27/2010
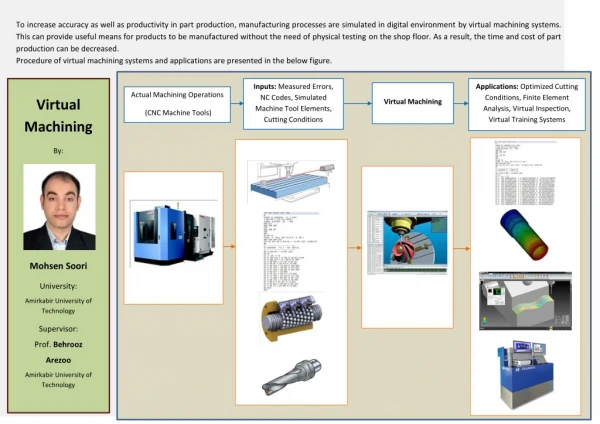
Introduction What is virtual machining? • One of the special applications of virtual manufacturing that focuses on geometrical and physical simulation. • It is a computer-based technology that can provide tools to optimize the production process via simulation prior to the actual production. • How? Virtual machining focuses on geometrical simulation( verifying the reliability of NC programs in advance) and physical simulation ( predicting process parameters) What is NC (Numeric Control) machining? • Automation of machine tools that are operated by programmed commands to achieve objectives with high quality and low cost. • It is a major technology used in machining of complex and free-form surfaces. Off-line optimization is also called “computer simulation based optimization”, that is flexible and multi purpose and requires just a computer.
What is the function of the paper? • To test a framework of optimization system based on virtual machining and see if different parameters of NC machining via offline optimization can achieve improved machining process. Why is it important? • Optimization system based on virtual machining is capable to increase the performance level of NC machining. • To obtain a higher performance machining process at a lower cost.
References: Papers relating to Optimization process Papers relating to Error compensation procedure 1. Yazar Z, Koch K-F, Merrick T, Altan T (1994) Feed rate optimization based on cutting force calculations in 3-axis milling of dies and molds with sculptured surfaces. Int J Mach Tool Manuf 34(3):365–377 2. Wang S-M, Liu Y-L, Kang Y (2002) An efficient error compensation system for CNC multi-axis machines. Int J Mach Tool Manuf 42(11):1235–1245 3. Li ZZ, Zheng M, Zheng L, Wu ZJ, Liu DC (2003) A solid model-based milling process simulation and optimization system integrated with CAD/CAM. J Mater Process Technol 138:513–517 4. Yao YX, Li JG, Lee WB, Cheung CF, Yuan Z (2002) VMMC: a test-bed for machining. ComputInd 47(3):255–268 5. Marqas E (1995) Theoretical fundamental of multi-body method. J Therm Anal 45(4):879 6. Okarfor AC, Yalcin ME (2000) Derivation of machine tool error models and error compensation procedure for three axes vertical machining center using rigid body kinematics. Int J Mach Tool Manuf 40(8):1199–1213 7. Li JG, Lee WB, Yao YX, Cheung CF, To S (2005) Workpiece representation for virtual turning. Int J Adv ManufTechnol 25(9–10):857–866 8. Andreas HolgerKönig, Eduard Gröller (1998) Real time simulation and visualization of NC milling process for Inhomogeneous materials on low-end graphics hardware. IEEE Computer Graphics International 1998, Hannover, Germany, pp 338–349 9. Cus F, Balic J (2003) Optimization of cutting process by GA approach. Robot ComputIntegrManuf 19:113–121 10. Li J-G, Yao Y-X, Liu C-Q, Li S-W (2006) Study on the genetic algorithm for the optimization of cutting parameters in turning. ComputIntegrManufSyst-CIMS 11(10) 11. Kiridena V, Ferreira PM (1993) Mapping the effects of position errors of the volumetric accuracy of five-axis CNC machine tools. Int J Mach Tool Manuf 33(3):417–437 12. Yao YX, Li JG, Lee WB, Cheung CF, To S, Du JJ (2005) VSPDT: an optimizer for single point diamond turning. International Conference on Precision Engineering and Micro/Nano Technology in Asia, ASPEN’2005, Shenzhen, China, pp 695–700 13. Budak E, Altintas Y, Armarego EJA (1996) Prediction of milling force coefficients from orthogonal cutting data. ASME J Manuf Sci Eng 118:216–224 14. Cheung CF, Lee WB (1999) A framework of a virtual machining and inspection system for diamond turning of precision optics. Proceedings of the International Conference on advances in material and processing technologies, AMP’99 and 16th Annual Conference of the Irish Manufacturing Committee, IMC’99, Dublin, Ireland, pp 1675–1687 15. Du JJ, Lee WB, Cheung CF, To S, Yao YX, Gao D, Li JG (2006) Research on software error compensation of ultra-precision lathe. Key Eng Mater 315–316:602–606
Framework of optimization system • Virtual machining cell: kernel of an optimization system. • Error prediction module: Error value corresponding to each sampling point is calculated. • Cutting parameters optimization module: Using optimization algorithm, spindle speed and feed rate are optimized. • NC program revision module: Automatic revision to generate an optimized program. • Common database: Stores and manages data such as tool information, machine characteristics, material property etc. • Dynamic database: Stores and manages the data generated in machining process, extracted from NC program and during simulation. Fig: NC program optimization
Virtual machining Cell A. Device models of VM • Virtual machining tool • Virtual fixture • Virtual cutting tool • Virtual workpiece B. Interpretation of NC program C. Geometrical transformation of components D. Reliability verification of NC programs E. Machining process simulation Fig: Module Structure
Optimization of cutting parameters: To achieve high machining productivity withlow cost since the tool path planning and cutting parameters are optimized/tested before actual production. • Cutting parameters acquirement: For turning: F=f (v, vf, ap) For milling: F=f (ap, ae, fz) where, F=the resultant cutting force v=cutting speed vf=feed rate ap=Cutting depth ae=Cutting width fz=Feed rate per tooth • Optimization algorithm: Optimization algorithm is used to calculate the optimum parameters.(Fig 5) Fig: Cutting parameters acquisition
Error compensation: Higher machining accuracy at low cost is achieved by correcting programs according to the predicted error. • Error model of machining system: E(x, y, z, t)=EP+ wMTEMT(x,y,z,t)+ wFEF(x,y,z)+ wTET(x,y,z,t)+ wDED(x,y,z,t) where, wi=the contribution weight of ith error component to the total resultant machining error EP=the tool setting error=random error EF=the deformation error caused by cutting force ET=the wear of cutting tool ED=the dynamic error EMT=the total error of a machine tool • Error compensation: Machining error and error distribution is predicted by comparing the virtual workpiece to the desired workpiece model.
Implementations: Different types of virtual machining systems for offline optimization of NC programs. • Reliability verification of NC programs: Why? 5-axis machining is complex . 470 collisions occurred between the tool holder and the workpiece. Reason: Cutting tool with short effective length was selected. Fig: Reliability verification of NC programs
Prediction of cutting force and cutting parameters optimization: Current parameters optimization must be carried out on consideration of cutting force. Fig: Comparison of the predicted machine power to that of experimental with cutting parameters optimization Fig: Comparison of the predicted machine power to that of experimental without cutting parameters optimization
Error compensation: Errors calculated or predicted based on virtual inspection are used to modify the nominal NC program at sampling points to realize the improvement of machining accuracy. Table: Result comparison of error Comparison (Roundness) Fig: Profiles of section B-B without And with error compensation
Conclusion • NC machining is a key technology in today’s manufacturing world. • Improvement via offline optimization is remarkable and effective.