Download
1 / 13
610 likes | 1.87k Views
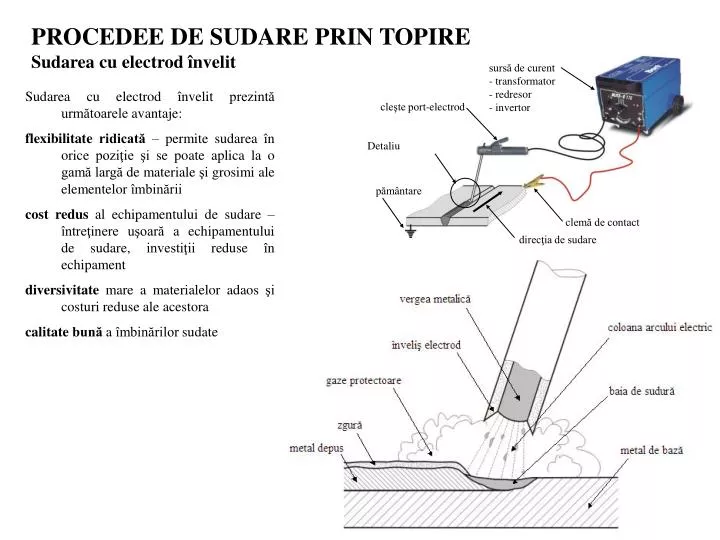
sursă de curent - transformator - redresor - invertor. cleşte port-electrod. Detaliu. pământare. clemă de contact. direcţia de sudare. PROCEDEE DE SUDARE PRIN TOPIRE Sudarea cu electrod învelit. Sudarea cu electrod învelit prezintă următoarele avantaje:

E N D
sursă de curent - transformator - redresor - invertor cleşte port-electrod Detaliu pământare clemă de contact direcţia de sudare PROCEDEE DE SUDARE PRIN TOPIRE Sudarea cu electrod învelit Sudarea cu electrod învelit prezintă următoarele avantaje: flexibilitate ridicată – permite sudarea în orice poziţie şi se poate aplica la o gamă largă de materiale şi grosimi ale elementelor îmbinării cost redus al echipamentului de sudare – întreţinere uşoară a echipamentului de sudare, investiţii reduse în echipament diversivitate mare a materialelor adaos şi costuri reduse ale acestora calitate bună a îmbinărilor sudate
Electrodul este compus dintr-o vergea metalică şi un înveliş a cărui proprietăţi fizico-chimice influenţează în mod direct calitatea îmbinării sudate. Învelişul electrodului de sudare îndeplineşte o serie de funcţii la sudare, după cum urmează: · protejează baia de sudură – este una dintre cele mai importante funcţii ale electrodului învelit de sudare. Prin coloana arcului electric oxigenul şi azotul din atmosfera ambiantă pot să pătrundă în baia de sudură care la temperaturi ridicate dizolvă o cantitate importantă de gaze. Odată dizolvate aceste gaze în baia de sudare participă la o serie de reacţii chimice cu metalul de bază, formând oxizi şi nitruri care fragilizează metalul depus. Azotul este cel mai greu de controlat odată dizolvat în baia de sudură, în timp ce oxigenul poate fi relativ uşor îndepărtat cu ajutorul unor dezoxidanţi corespunzători (cu afinitate mai mare faţă de oxigen decât metalul de bază). Degazarea băii de sudură este foarte importantă, deoarece gazele rămase dizolvate în baia lichidă produc porozitate în metalul depus cu efecte negative asupra caracteristicilor mecanice ale îmbinării sudate. · stabilizează arcul electric –arcul electric este menţinut stabil chiar şi la densităţi reduse de curent, precum şi la variaţii ale lungimii arcului electric. · concentrează arcul electric – forma coloanei arcului electric influenţează profilul şi pătrunderea cusăturii în metalul de bază. La vârful electrodului se formează un crater în învelişul electrodului care acţionează ca şi un ajutaj şi concentrează coloana arcului, respectiv direcţionează transferul de material spre baia de sudură. · aliază baia de sudură – învelişul electrodului poate să conţină o serie de elemente de aliere precum Cr, Ni, Mo, V, Cu care compensează pierderile produse prin vaporizare şi prin reacţiile chimice cu compuşii chimici din baia de sudură care se separă în zgură. Elementele de aliere îmbunătăţesccaracteristicile mecanice ale metalului depus. · protecţie termică – zgura solidificată la suprafaţa cusăturii asigură o răcire lentă a metalului depus şi a zonei adiacente, prevenind formarea structurilor de călire şi reducerea deformaţiilor post-sudare. · izolează electric vergeaua metalică la sudarea în rosturi înguste şi adânci în cazul atingerii accidentale a electrodului cu partea laterală de suprafeţele rostului, precum şi la protecţia sudorului la schimbarea electrodului în cleştele port-electrod.
Înveliş de sudare Elemente de aliere Lianţi solubili Elemente gazeifiante Elemente ionizante Fluxuri şi elemente zgurifiante Plastifianţi Învelişul electrodului de sudare conţine şase grupe de elemente caracteristice care sunt dozate în anumite concentraţii şi granulaţii ce formează o pastă care se extrudează peste vergeaua metalică. Învelişul trebuie să fie de grosime uniformă şi dispus concentric în raport cu vergeaua metalică şi poată să conţină pulberi de fier pentru creşterea randamentului de depunere.
Lianţii se adaugă la compoziţia învelişului pentru a asigura o masă plastică ce poate fi extrudată şi care după sinterizare asigură consistenţa mecanică necesară manipulării electrozilor de sudare, fără riscul deteriorării mecanice a învelişului. Ca şi lianţi se folosesc silicaţi de sodiu şi potasiu. Elemente gazeifiante – sunt o serie de compuşi ca şi carbohidraţii, hidraţii şi carbonaţii (de calciu şi magneziu). Celuloza (C6H10O5)n este un compus organic ce se formează în plante şi arbori printr-un proces de biosinteză fotochimică şi care prin ardere degajă o cantitate importantă de gaze (CO2 , CO şi vapori de H2O). Elemente ionizante – sunt necesare în special la sudarea în curent alternativ când arcul electric se stinge pentru scurte perioade de timp, prezenţa acestor elemente în compoziţia învelişului asigură o amorsare şi stabilitate ridicată a arcului electric (compuşi de titaniu, potasiu şi calciu). Fluxuri şi elemente zgurifiante – sunt formate din silică - SiO2 , magnetită - Fe3O4 , fluorură de calciu - CaF2 etc. ce asigură valorile optime pentru vâscozitate, tensiune superficială şi temperatura de topire a zgurei care absoarbe impurităţile şi controlează conturul suprafeţei cusăturii sudate, în special la sudurile de colţ. Plastifianţii – au rolul de a asigura proprietăţile de curgere a masei extrudate prin controlul tipului şi concentraţiei lubrefianţilor adăugaţi în compoziţia învelişului (sodiu şi carbonat de potasiu K2CO3).
Clasificarea electrozilor înveliţi de sudare După compoziţia învelişului După destinaţia electrodului • cu înveliş acid (A) • cu înveliş rutilic (R) • cu înveliş celulozic (C) • cu înveliş bazic (B) • cu înveliş dublu • rutilic-bazic (RB) • rutilic-celulozic (RC) • rutilic-acid (RA) • cu înveliş special ce conţine pulbere de fier pentru rate de depunere înalte • electrozi pentru sudarea oţelurilor carbon şi slab aliate • electrozi pentru sudarea oţelurilor de înaltă rezistenţă utilizate la temperaturi scăzute • electrozi pentru sudarea oţelurilor utilizate la temperaturi ridicate • electrozi pentru sudarea oţelurilor inoxidabile şi refractare • electrozi pentru încărcare • electrozi pentru crăiţuire • electrozi speciali SR EN ISO 2560:2006 Materiale pentru sudare. Electrozi înveliţi pentru sudarea manuală cu arc electric a oţelurilor nealiate şi cu granulaţie fină. Clasificare Rezumat Acest standard stabileşte cerinţele privind clasificarea electrozilor înveliţi şi a metalului depus, în stare brută după sudare şi tratat termic după sudare, pentru sudarea manuală cu arc electric a oţelurilor nealiate şi cu granulaţie fină având o limită minimă de curgere până la 500 N /mm2 sau o rezistenţă minimă la tracţiune până la 570 N / mm2. Electrozii de craituire utilizeaza efectul combinat al arcului electric si al presiunii aerului comprimat. Aplicatii: sanfrenare, craituire, eliminarea defectelor din suduri, curatirea pieselor turnate, eliminarea fisurilor, taierea partilor metalice. ELECTROZII DE CRAITUIRE sunt executati din grafit si sunt acoperiti cu un strat lucios de cupru pentru a conduce curentul electric mai usor.
Parametrii curentului de sudare se reglează pe baza indicaţiilor prezentate de către producătorul electrodului pe ambalajul de livrare, însă valorile limită se pot calcula considerând valoarea densităţii de curent cuprinsă între 7 şi 12 A/mm2. La sudarea în poziţie verticală sau de plafon, curentul de sudare se va micşora cu cca. 15-25 % faţă de valorile recomandate la sudarea în poziţie orizontală.
Devierea arcului de sudare este un fenomen nedorit, deoarece reduce pătrunderea în metalul de bază şi poate conduce la apariţia unor defecte de sudare. Efectul termic este direcţionat către piesă în mod diferit, fiind posibilă topirea asimetrică a rosturilor de sudare sau chiar lipsa de topire. Fenomenul este mai pronunţat la capetele îmbinărilor sudate, în vecinătatea clemei de contact, precum şi la sudarea muchiilor rosturilor teşite. Dacă metalul de bază este feromagnetic (Fe, Ni, Co), arcul deviază spre interiorul piesei, iar la sudarea metalelor paramagnetice (Al, Cu) devierea arcului se produce în afara piesei. Prezenţa unor mase metalice poate modifica deasemenea forma liniilor de câmp magnetic Datorită distribuţiei asimetrice a liniilor de câmp magnetic în jurul piesei, arcul de sudare va fi deviat întotdeauna spre zone cu densitate mai redusă a liniilor de câmp magnetic, care întotdeauna sunt linii închise. Prin urmare, la capetele pieselor sudate apare o densitate mărită a liniilor de câmp magnetic sau în zonele unde se produc variaţii de secţiune, grosime etc. Devierea arcului afectează mecanismul de transfer a materialului depus, picăturile topite de metal sunt deviate de la direcţia iniţială şi pot cădea în zone alăturate băii de sudare, provocând defecte de sudare. Pentru atenuarea efectului devierii magnetice, se recomandă următoarele măsuri: · sudarea cu arc scurt · utilizarea electrozilor cu înveliş gros · înclinarea electrodului în sens opus devierii magnetice · aplicarea de contacte mobile la piesă · sudarea în curent alternativ
La amorsarea arcului electric, curentul de sudare creşte brusc în intensitate şi produce topirea aproape instantanee a capătului electrodului de sudare, care în momentul următor trebuie retras faţă de suprafaţa piesei la o distanţă egală cu valoarea diametrului electrodului. Sunetul produs de arcul electric este uniform şi ascuţit (distanta electrod-piesa corecta). O distanţă prea mică produce un zgomot înfundat şi mai moale, iar o distanţă prea mare produce un zgomot dur cu intermitenţe.
Grupul electrogen se compune dintr-un motor cu ardere internă diesel sau cu benzină ce antrenează un generator de curent continu sau alternativ ce poate livra un curent ce uzual se încadrează între 150 şi 200 A. Pentru aplicaţii mobile pentru reparaţii navale, în cazul sudării sub strat de flux sau tăierii cu arc electric grupul electrogen poate furniza un curent de până la 600 A. Convertizorul de sudură funcţionează pe acelaşi principiu ca şi grupul electrogen cu deosebirea că în loc de motor cu ardere internă pentru antrenarea generatorului de curent utilizează un motor electric trifazat cu pornire stea-triunghi (fig. 3.9. b). Datorită randamentului scăzut, pierderilor mari de energie la mersul în gol, zgomotului mare pe care îl produce în funcţionare etc. convertizoarele de sudare sunt din ce în ce mai puţin utilizate. Transformatorul de sudură se compune dintr-un transformator, un drosel de defazaj şi dispozitivul de reglare a curentului de sudare care poate fi: · prin schimbarea numărului de spire din înfăşurarea primară · prin modificarea poziţiei miezului de fier mobil · prin comanda unei bobine de reacţie tip drosel legată în serie cu înfăşurarea secundară · prin comanda unui transductor alimentat cu curent continu Drosel R S T Comanda electronică Transformator trifazic Grupa redresoare tiristor redresor diodă redresoare Redresorul de sudură este compus dintr-un transformator trifazic şi un grup redresor cu 6 diode de siliciu de putere. Pentru a regla curentul de sudare se poate realiza o comandă electronică ce acţionează asupra a 3 tiristoare redresoare sau (6 tiristoare în cazul redresării complete). Datorită încălzirii puternice a diodelor sau tiristoarelor redresoare este necesar protecţia acestora prin răcirea forţată cu ajutorul unui ventilator montat în interiorul carcasei utilajului Invertorul este cea mai modernă sursă de curent şi are următoarele caracteristici: randament ridicat (80-90 %), consum redus de energie, control mult mai fin al parametrilor curentului de sudare care este modulat, sistem de reacţie feedback foarte sensibil, ceea ce permite un control excelent al procesului de sudare, permite viteze mari de sudare, reduce cantitatea de căldură transmisă piesei şi minimalizează deformaţiile, gabarit mult redus (30-90 kg), portabilitate ridicată, poate fi utilizat la mai multe procedee de sudare: cu electrod învelit, MIG, TIG, sudarea cu sârmă tubulară
În blocul de redresare primară curentul alternativ de la reţea este redresat în curent continu care este trecut pe urmă printr-un filtru electronic pentru a înlătura modulaţiile de frecvenţă înaltă introduse la redresare. Curentul continu filtrat alimentează o punte unde este întrerupt periodic cu ajutorul unor tranzistoare de putere comandate de un sistem electronic cu circuit integrat, simulând un curent alternativ cu frecvenţă ridicată (uzual peste 1 kHz). Curentul alternativ de frecvenţă ridicată este trecut printr-un transformator de înaltă frecvenţă cu miez de ferită unde în secundarul acestuia se obţine un curent de sudare cu tensiune redusă (cca. 13 V) şi intensitate foarte mare (până la 12500 A), iar în ultimul bloc curentul de sudare este redresat din nou şi filtrat. Randamentul transformatoarelor creşte în cazul curenţilor de înaltă frecvenţă şi din acest motiv gabaritul lor este mult redus comparativ cu cel al transformatoarelor care operează la frecvenţa curentului din reţeaua de alimentare (50 Hz). Acest fapt permite construcţia unor surse compacte cu consum redus de energie şi foarte performante, deoarece permit un control mult mai sensibil al curentului de sudare.
Caracteristica externă a sursei Lungimea arcului electric Punct de lucru Caracteristicile arcului electric Ua 6 mm Ua 3 mm Is 6 mm Is 3 mm Caracteristica externă a sursei de curent reprezintă variaţia tensiunii sursei în funcţie de curentul pe care îl furnizează. Caracteristica arcului electric de sudare reprezintă variaţia tensiunii arcului în funcţie de intensitatea curentului şi lungimea arcului electric. Aceste trei elemente se află într-o relaţie de dependenţă, care în cazul sudării cu electrod învelit are următoarea expresie: unde a şi c sunt constante determinate empiric în funcţie de natura materialului care se sudează, La este lungimea arcului (mm), iar Is este intensitatea curentului de sudare (A).