Download

1 / 44
570 likes | 1.28k Views
SMAW. Shielded Metal Arc Welding. OFW/OFC. OXY FUEL WELDING OXY FUEL CUTTING. Purge. To blow or clean out the lines on the Oxy/Acetylene setup. Flux. Powdered coating around the electrode used in SMAW process. 1) Cleans metal/weld while welding

E N D
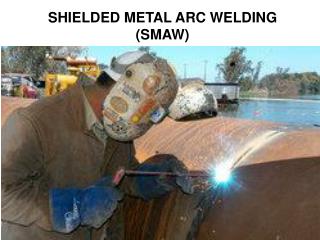
SMAW Shielded Metal Arc Welding
OFW/OFC • OXY FUEL WELDING • OXY FUEL CUTTING
Purge • To blow or clean out the lines on the Oxy/Acetylene setup
Flux • Powdered coating around the electrode used in SMAW process. • 1) Cleans metal/weld while welding • 2) Cools Metal/weld/electrode while welding • 3) Stabilizes the arc while welding • 4) Keeps out atmospheric gases from the molten puddle
Electrode • Flux covered conductive rod used as filler in the SMAW process
Slag • Protective coating over completed weld made up of burnt flux, impurities that have rose to the top of weld which aid in the cooling process.
Crater • Indentation in the weld (below base metal) usually happens at the end of the weld
Arc Length • Distance between the tip of the electrode and the base metal. Also known as Arc Gap. • Long Arc = large Gap • Short Arc = Small Gap • Shorter the Gap = Cooler the Arc • Longer the Gap = Hotter the Arc
Rod Angle • Angle the electrode is held from the base metal • 1)Base Angle (BA) • 2)Direction of Travel Angle (DOTA)
Porosity • Gas Pocket in/on the weld that is a defect in the weld. • Long arc will cause • Dirty base metal • Broken flux from the rod.
Fusion • Combining or joining of two materials
Penetration • Depth of Fusion
Ductility • Ability of metal to be bent or stretched without breaking • 1) Rolled • 2) Bent • 3) Stretched
Alloy • What metal is made up of (Elements) • 1) Periodic Table • Zinc • Magnesium • Iron
Flashback/Backfire • Hissing or Popping sound from tip of torch caused by gas and flame going back into the tip. • Tip to close • Dirty Tip • Malfunction of equipment
Amps • The measure of Electrical Flow • 1) electrons traveling • 2) Water running out of a garden hose would be compared to Amps • 3) Water Flow/Electrical Flow
Volts • Measure of Electrical Pressure • 1) Force of electrons • 2) Compared to your finger over a running garden hose to generate more pressure. • 3) water pressure/Electrical pressure
Puddle • Molten metal that follows the electrode, this solidifies to create the weld.
Arc Flash/Flash Burn • Dangerous lights produced during Arc Welding that damage your eyes/skin if not protected with shaded/filtered lens or protective clothing. • Dangerous lights: Ultraviolet/Infrared • Arc Flash: Burns unprotected eyes • Flash Burn: Burns unprotected skin • SMAW <125 amps shade 10
Corner Joint Outside Inside
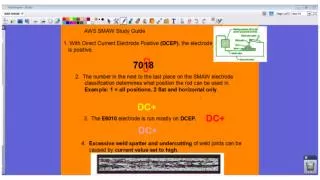
Electrode #’s Tensile Strength 60 = 60,000 psi 70 = 70,000 psi 80 = 80,000 psi 90 = 90,000 psi Welding Position 1 = All Positions 2 = Flat/Horizontal 3 = Flat Only Special Characteristics 0 = Deep/DC + / Fast Freeze 1 = Deep/AC/DC + / Fast Freeze 3 = Shallow /AC/DC+/DC- 8 = Medium / AC/DC+/Low Hydro
X 1000 lbs sq inch Tensile Strength • Special Characteristics • Current Type • Flux Characteristics • Metal Type • Penetration Electrode E 60 1 1 Position
E 60 11 • Special Characteristics • Deep Penetration • Cellulose Potassium flux • Fast Freeze • AC/DC+ (current) 60,000 psi Electrode E 60 1 1 All Position
E 60 1 0 • Special Characteristics • Deep Penetration • Cellulose sodium flux • Fast Freeze • DC+ (current) 60,000 psi Electrode E 60 1 0 All Position
E 70 1 8 • Special Characteristics • Medium Penetration • Iron Powder Low Hydrogen flux • AC/ DC+ (current) 70,000 psi Electrode E 70 1 8 All Position
E 60 1 3 • Special Characteristics • Shallow Penetration • Titania Potassium flux • AC / DC+ / DC - (current) 60,000 psi Electrode E 60 1 3 All Position
Electrode #’s Quiz Slide E 80 80,000 psi tensile strength 2 Flat/Horizontal Position 1 Fast Freeze Deep Penetration AC/DC + Electrode Tensile Strength 60 = 60,000 psi 70 = 70,000 psi 80 = 80,000 psi 90 = 90,000 psi Welding Position 1 = All Positions 2 = Flat/Horizontal 3 = Flat Only Special Characteristics 0 = Deep/DC + / Fast Freeze 1 = Deep/AC/DC + / Fast Freeze 3 = Shallow /AC/DC+/DC- 8 = Medium / AC/DC+/Low Hydro Low Hydrogen Flux Medium Penetration AC/DC + E 60 60,000 psi tensile strength 3 Flat Position Only 8 Electrode
B. Welding Procedures (Cont.) • b. A tapping movement is where the electrode is quickly tapped on the surface of the metal to prevent it from sticking to the base metal.
4 Things Required for a Good Weld • Amp Setting : Heat and (proper current type) • Travel Speed • Rod Angle: (Base Angle/Direction of Travel Angle) • Arc Length: Gap Should Equal Diameter of Electrode
B. Welding Procedures (Cont.) • 8. There are two methods used in starting the arc. • A striking movement is similar to striking a match.
Welding Positions • Flat • Horizontal • Vertical: V Up/V Down (v up Gives deeper penetration) • Overhead
Oxygen • Odorless Gas • Colorless Gas • Line Colors Green • Right Handed Threads on Fittings
Types of Combustible Gases • 3 types commonly Used for Fuel in Oxy/Fuel Welding and Cutting • Acetylene • Propane • Mapp Gas (methylacetylene-propadienepropane)
acetylene • Colorless Gas • Garlic Odor • Unstable after 15psi Line Pressure • Absorbed into Acetone (cork) to allow higher pressures in Tank • Red Colored Hoses w/ Left Handed Threads
Duty Cycle • The amount of time a welding machine can be operated continuously • 70% Duty Cycle= 70% of an hour • 70% Duty Cycle = 7 minutes every 10 min
Polarity • DC+ DC- • DCEP DCEN • Reverse Polarity Straight Polarity