Download
1 / 30
300 likes | 496 Views
SMT 工艺实训. 王 薇. 概述. 电子产品的微型化和集成化是当代电子科技革命的重要标志,也是未来发展的方向。日新月异的高性能、高可靠、高集成、微型化、轻型化的电子产品,正在改变我们的生活,促进人类文明的进程。而这一切都要求元器件安装工艺的改革。 20 世纪 70 年代问世, 80 年代成熟的表面安装技术 (Surface Mounting Technology ,简称 SMT) ,是实现电子产品微型化和集成化的关键。

E N D
SMT工艺实训 王 薇
概述 • 电子产品的微型化和集成化是当代电子科技革命的重要标志,也是未来发展的方向。日新月异的高性能、高可靠、高集成、微型化、轻型化的电子产品,正在改变我们的生活,促进人类文明的进程。而这一切都要求元器件安装工艺的改革。20世纪70年代问世,80年代成熟的表面安装技术(Surface Mounting Technology,简称SMT),是实现电子产品微型化和集成化的关键。 • 该系统将复杂的工艺过程简单化,神秘的设备表面化,使学生在极短的时间里掌握SMT的基本工作过程,并亲自动手实践,完成实用小产品的制作(FM自动跟踪耳塞收音机)。
一、实训目的 1、掌握SMT元器件的分类与认知 2、掌握SMT印制板设计与制作技术,了解SMT的特点 3、学习SMT工艺流程,熟悉它的基本工艺过程,掌握最基本的操作技能
二、实训目标 • 通过本次的全程训练过程,由学生完成从电路印制电路板设计与制造直到元器件检测、焊接、安装、调试的产品设计制造全过程,使学生掌握电子产品的制造过程,掌握先进的表面贴装技术,达到培养同学们创新精神、电子产品的开发能力以及工程实践能力的目的。
三、实训设备 • 1、计算机及打印机 • 2、裁板机 • 3、热转印机 • 4、焊膏印刷机 • 5、再流焊机 • 6、腐蚀箱 • 7、视频钻 • 8、适合练习手工焊接SMT电路板的电烙铁
四、SMT介绍 (Surface Mounting Technology) 安装/组装/贴装/封装/黏著/着装/实装
SMT? 现代电子制造技术 • 关注科技前沿 志在世界一流
(1)SMT优点 • 组装密度高、产品体积小、重量轻。一般体积缩小40%~60%,重量减轻60%~80% • 可靠性高,抗振能力强。 • 高频特性好,减少了电磁和射频干扰。 • 易于实现自动化,提高生产效率。
火柴/蚂蚁/SMC 实际样品比较 1/8普通电阻 0603电阻
(2) SMT发展前景 ◆IT是朝阳产业,电子制造业是IT的核心 ◆人类对产品小型化,多功能的追求无止境。例笔记本电脑 ◆硅片--10年 接口/功率电路 SMT 与时俱进
元器件 SMC/SMD 封装、安装性能 基础 印制板 SMB (3)SMT组成 材料 粘结、焊接、清洗等 ★点胶 印刷 ★贴片 SMT ★焊接 波峰焊/再流焊 工艺与设备 清洗 检测(AOI X) 返修 生产线 防护与环保
SMB(~board) 表面贴装对PCB的要求 比THT 高一个数量级以上 ·外观要求高 ·热膨胀系数小,导热系数高 ·耐热性要求 ·铜箔的粘合强度高 ·抗弯曲强度: ·电性能要求:介电常数,绝缘性能 ·耐清洗
表面贴装元件的标识 ◆数码标记法:三位数字,不标单位。单位电阻为Ω,电容为pF。 前两位数字表示有效数字,第三位为应乘“10”的指数”。但第三位数字为“9”,表示10-1。 如:电阻标有331 表示:33×101=330 Ω 电阻标有154 表示:15×104=150KΩ电容标有630 表示:63×100pF=63pF而:109 表示:10×10-1pF=1pF
表面贴装元件的包装形式 带式、管式、 散装、托盘式
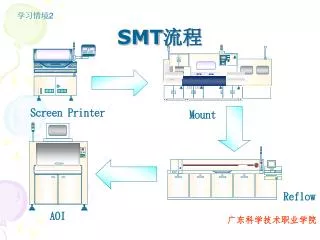
焊盘 焊膏 五、实训步骤 1. SMT的工艺流程 • 再流焊工艺 • 计算机制图 - 打印在蜡纸上-热转印-腐蚀印制板-施加焊膏-修版-贴装元器件-再流焊-检验-修整
2. 印制板图热转印 ①将印有印制板图的蜡纸固定在覆铜板上; ②启动热转印机,按“加热”键并调整温度在130-140℃; ③按“转速”键,使转印机压轮正转。 注意:转印时有铜的面朝上。
3. 腐蚀印制板 ①在腐蚀箱中加入适量Fecl3(带手套),并加入40℃的水; ②打开气泵,将待腐蚀印制板放入腐蚀箱; ③观察腐蚀情况; ④取出后用清水清洗,并用“慢干水”清洗油墨。
4. 印刷工艺及施涂贴片胶工艺 ①焊膏印刷目的: 通过丝网漏印的方法使焊锡膏黏合到焊盘上,达到机械和电气性能连接 。 ②印刷原理:焊膏(贴片胶)是触变流体,具有黏性。当刮刀以一定速度和角度向前移动,对焊膏产生一定的压力,推动焊膏在刮刀前滚动,同时将焊膏挤压注入模板的漏孔中。 ③印刷步骤: a.固定电路板 :将电路板固定在定位针上。将模板放平,压在电路板上。通过小孔观察,发现每个小孔下面都有一个亮点,并且这些亮点充满每个小孔,说明小孔和焊盘对应很准确。发现亮点没有充满整个小孔,说明电路板没放准或托板没调正。
b.准备焊锡膏:因为焊锡膏需要冷藏,使用前要将焊锡膏提前6小时取出,让焊膏恢复常温。时间的长或短都将影响焊接效果。b.准备焊锡膏:因为焊锡膏需要冷藏,使用前要将焊锡膏提前6小时取出,让焊膏恢复常温。时间的长或短都将影响焊接效果。 c. 刮焊锡膏:焊锡膏在刮板上的宽度应比模板上略宽。刮锡时,刮板起始角度约为60°,在刮焊锡膏的过程中角度逐渐变小,到印制板末端时角度约为30°,以使每个焊盘上焊膏均匀、相等。当刮刀以一定速度和角度向前移动,对焊膏产生一定的压力,推动焊膏在刮刀前滚动,同时将焊膏挤压注入模板的漏孔中。 d. 刮好焊膏后,用镊子取出印制板,放在一托盘中,且勿手摸。因为焊盘上焊膏很少,很容易被擦掉,使元件无法焊接。在刮电路板的过程中应经常用铁板尺等物体将焊膏向一起汇聚。 注意:可将待印板粘在一大板子上,反复调节大板子使焊盘对准漏孔处.
14 13 12 11 1 2 3 4 5 6 7 8 9 10 1.平衡砣 2.模板支架紧固栓 3.螺母1 4.螺母2 5.螺母3(里面) 6.模板支架 7.左右调节旋钮 8.底座 9.可移动平台 10.前后调节旋钮 11.木制托板 12.模板 13.模板紧固螺母 14.立柱(1、2)
5. 贴片工艺 贴片原理和过程 原理:用镊子把元器件从包装中取出,并贴放到印制板相应的位置上。 注意:有字的一面朝上,可用放大镜进行操作。 本收音机共有贴片元件23个,每一个元件都有一张图纸和其对应,图纸上有一红色标记,标出本元件应该贴装的位置。所有元件分为电阻、电容、三极管、集成电路四种类型。
a.贴装电阻时注意:它分为两面,一面为标注阻值,另一面为白色没有任何标记,有标注一面向上贴装,以备检查。a.贴装电阻时注意:它分为两面,一面为标注阻值,另一面为白色没有任何标记,有标注一面向上贴装,以备检查。 b.贴装电容时注意:因为电容是没有极性,没有标注,而且大小、颜色都非常相似,所以贴装时一定注意。如果贴错,很难检查出问题。 c.三极管只要按图纸相应位置贴好。 d.贴装集成电路时注意:应注意集成电路标记和图纸标记对应,一次贴好,如果没放正,要垂直拿起重新贴放,不要直接挪动,以免造成短路。 e.了解几种元器件贴装的注意事项后,可以开始贴片。 本步操作为流水线的形式,23个元件和图纸按从1号到23号的顺序排列好,配套的图纸上明显标出23个元件的排列顺序。刮好焊锡膏的同学按从1号到23号的顺序贴好每一个元件。 注意检查:23个元件贴好以后,用放大镜台灯观察元件有没有贴错、贴反、贴斜。检查无误后放入再流焊机。
6. 再流焊工艺 ①作用:焊接表面贴装元器件的设备 表面安装技术中,表贴元器件的钎焊是通过再流焊完成。组成该系统的再流焊机采用先进的强制热风与红外混合加热方式,实现绝对静止状态下的焊接,具有预热时间短、内腔不易污染、能耗低、体积小、操作简便的特点。 ②基本结构 炉体、上下加热源、空气循环装置、冷却装置、排风装置、温度控制装置以及计算机控制系统。
③再流焊炉的主要技术指标 a 温度控制精度:应达到±0.1—0.2℃; b 温度曲线测试功能:如果设备无此配置,应外购温度曲线采集器; c最高加热温度:一般为210—230℃,如果考虑无铅焊料或金属基板,应选择350℃以上。 d加热区数量和长度:加热区数量越多、加热区长度越长,越容易调整和控制温度曲线。一般中小批量生产选择3—5温区即能满足要求。 温度曲线的设置(分预热-焊接-达到设置温度自动下降)
④工作过程:本再流焊机工件盘为抽屉式结构,将已贴装好的电路板置入工件盘,按“再流焊”键,工件即自动进入加热炉内,按设定的工艺条件依次完成预热、焊接和冷却后自动从加热炉内退出。整个过程约5分钟。④工作过程:本再流焊机工件盘为抽屉式结构,将已贴装好的电路板置入工件盘,按“再流焊”键,工件即自动进入加热炉内,按设定的工艺条件依次完成预热、焊接和冷却后自动从加热炉内退出。整个过程约5分钟。 参数设置:再流焊机需要设置的参数有:预热设置和再流设置的温度、时间参数。右边按键中,中间的圆键为确认键,上、下三角键用来增、减数值的大小,左、右三角键用来选择要修改的位。实测温度显示框不需设置。 000 实测温度 160 120 60 230 预热设置 再流设置
⑤焊接操作 a.接通电源 b.检查工艺设置的“温度”、“时间”是否正确 c.检查机身后上方的两个输入风机,机身前端两侧的冷却风机是否正常。 d.按“焊接”键进行工艺周期检查。温度在±2℃为正常,时间是倒计时。当第一声鸣叫时,表示焊接加热结束。在冷却至120℃左右时鸣叫第二声,工具盘即自动退出。一般检查2—3个循环周期,这有利于机器的热稳定。 e.上述各项正常后,即可将待焊的电路板放置工件盘内,开始焊接工作。在批量生产的最初阶段,进行试焊是必要的,以找到最佳的工艺条件。 f.在焊接过程中,如有特殊情况,需要中断,可按“停止”键,工件盘即自动退出。在冷却过程中,若要提前结束冷却,可按“进入/退出”键,工件盘可立即退出。 g.关机后,请将插头从电源插座中拔出。
7. 手工焊、修板、返修工艺 ①应用场合 再流焊、波峰焊、清洗后元件补焊; 样机焊接; 检验:开路、桥接、虚焊等焊点缺陷修复 需要更换元器件时。 ②手工焊、修板及返修工艺要求 操作人员应带防静电腕带。 一般要求采用防静电恒温烙铁,采用普通烙铁时必须接地良好, 修理SMC元件时应采用15—20W小功率烙铁。烙铁头温度控制在265℃以下;
焊接时不允许直接加热SMC元件的焊端和元器件引脚的脚跟以上部位,焊接时间不超过3s/次,同一焊点不超过2次。以免受热冲击损坏元器件。焊接时不允许直接加热SMC元件的焊端和元器件引脚的脚跟以上部位,焊接时间不超过3s/次,同一焊点不超过2次。以免受热冲击损坏元器件。 烙铁头始终保持光滑,无钩、无刺。 烙铁头不得重触焊盘,不要反复长时间在一焊点加热,对同一焊点,如第一次未焊妥,要稍许停留,再进行焊接。 不得划破焊盘及导线。 拆卸SMD器件时,应等到全部引脚完全融化时再取下器件,以防破坏器件的共面性。 焊剂和焊料的材料要与再流焊时一致或匹配(例如采用免清洗或水清洗时焊接材料一定不能混淆)。 注意:烙铁头可凿形也可扁平形。