Download
1 / 22
220 likes | 562 Views
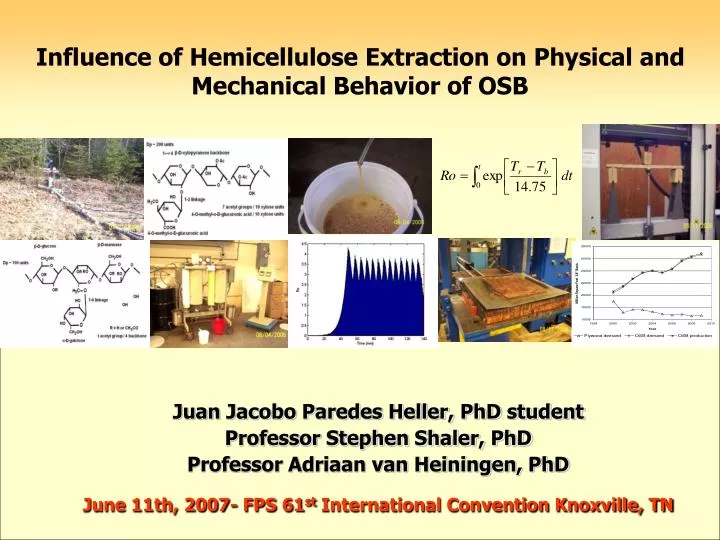
Influence of Hemicellulose Extraction on Physical and Mechanical Behavior of OSB . Juan Jacobo Paredes Heller, PhD student Professor Stephen Shaler, PhD Professor Adriaan van Heiningen, PhD June 11th, 2007- FPS 61 st International Convention Knoxville, TN. Research Overview and Objective.

E N D
Influence of Hemicellulose Extraction on Physical and Mechanical Behavior of OSB Juan Jacobo Paredes Heller, PhD student Professor Stephen Shaler, PhD Professor Adriaan van Heiningen, PhD June 11th, 2007- FPS 61st International Convention Knoxville, TN
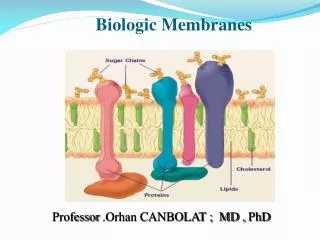
Research Overview and Objective Introduction The general objective of this research is to investigate, the influence of the hemicelluloses by hot water extraction on physical, mechanical, and microstructure properties of wood strand and the production of OSB panels from the modified wood. Determination of the chemical composition of the extracted compounds is the focus of a comparison study. Conversion of the extract to ethanol is not within the scope of this study.
The use of wood (cellulose) for the production of biofuel is progressing rapidly, but the utilization of wood in biofuel is historically not economically viable in part because the remaining solids are not used for other goods (Lasure and Zhang 2004). • Hemicellulose is most easily removed since it is an amorphous and branched polysaccharide. • Wood strands are a good candidate due to minimal mass transport restrictions (thickness less than 0.045”). Introduction (Adair 2004) U.S. and Canada OSB production in 2006 was 14.24 millions tonnes (Adair 2004).
Assuming a 15% weight removal of hemicellulose by hydrolysis of the strands would result in an annual production of 2.14 million tonnes of hemicellulose. • Considering that the hemicellulose removed is 87% xylose (Boussaid et al. 1998), and assuming a modest conversion rate from xylose to ethanol of 0.35 g. ethanol/g. xylose (Jeffries 1985), then we could have around 0.65 million tonnes of ethanol. • If the ethanol density is 0.789 g/cm3 and one-cubic centimeter represents 6.29 x 10^6 barrels (US. petroleum), this would translate to 5.19 million barrels of ethanol/year. Introduction U.S. corn-based production in 2006 was 100 millions barrels(Service 2007). U.S. consumption was over 5,475 millions barrels /year of petroleum products in 2004(U.S Department of Energy 2007).
Background • Prehydrolysis: mildly acidic by heating water at 170 °C(Lai 1990). • Auto hydrolysis: steam (175-220°C) by organic solvents(Lai 1990). • Steam explosion: at 200-250°C by explosive discharge(Puls & Saake 2004). • Enzymatic hydrolysis: by a group of enzymes(Jeoh 1998). • Hot water extraction: high pressure at 140-190°C(Yoon et al. 2006). Hot Water Extraction • Materials & specimen preparation • Red maple (Acer rubrum), debarked and stranded mechanically. • Strands were dried and conditioned at 100°F and 60% RH (MC = 10.1%).
Extraction process by hot water • 1.1 pound batches. • Water: wood = 4:1. • Preheating time of 50 min and two extraction times (45 or 90 min). • 3 replicas (54 samples). • Weight loss was determined by freeze drying the extract. • Extraction conditions were equated to a Ro (Overend and Chornet 1987, Mosier et al. 2002). Hot Water Extraction Ro_3.81 Ro_2.80 Ro_3.54
3.81 3.54 2.80 C A B 0.025” 0.045” 0.035” Strand Thickness Ro Tree Results and Discussion Hot Water Extraction
Microstructure Sample preparation After specimen selection, individual strands were submerged in acetone (100%) for 3 minutes until saturated to dissolve surface deposits. Before After Wood Modification Procedure • AMRAY 1000 SEM • The specimens were gold coated to 400 Å in a vacuum evaporator. • 5 kV (Kultikova 1999). • Polaroid film black-white
Surface evaluation Low magnification High magnification Control Ro_3.54 Ro_ 3.81 Results and Discussion (Microstructure) Cross section Control Wood Modification Ro_ 3.81
Porosity Distribution Sample and PreparationProcedure Matched specimens from micro-structure evaluation were used and randomly selected (10 replicas). Every specimen was trimmed to 1.0 inch in diameter and then oven dried (102 C). • Poresizer 9320 • Filling pressure was from 0.62 to 24.937 psi with an equilibrium time of 10 seconds. • ISO/AWI 15901-1 standard. • Advancing and receding contact angle assumed to be 130° Wood Modification
Cellulose Crystallinity and Size Panalytical X’Pert XRD Wood Modification Hot Water Cellulose Iβ (Sarko 1996)
OSB Panel preparation and procedures • A total of 27 source combinations (3 factors in 3 levels with 3 repetitions). • Strands were conditioned to 8-10% MC, blended with 3.2% pMDI (name) at 2.72 ounce/min. No wax was added. • OSB Panel preparation and procedures • A total of 27 source combinations (3 factors in 3 levels with 3 repetitions). • Strands were conditioned to 8-10% MC, blended with 3.2% pMDI (name) at 2.72 ounce/min. No wax was added. • OSB Panel preparation and procedures • A total of 27 source combinations (3 factors in 3 levels with 3 repetitions). • Strands were conditioned to 8-10% MC, blended with 3.2% pMDI (name) at 2.72 ounce/min. No wax was added. • OSB Panel preparation and procedures • A total of 27 source combinations (3 factors in 3 levels with 3 repetitions). • Strands were conditioned to 8-10% MC, blended with 3.2% pMDI (name) at 2.72 ounce/min. No wax was added. • The press temperature was 350 °F. Closing time: 30 sec., press time: 5 min. and 30 sec. of decompression cycle.Target panel thickness and density was 0.5 in.and 42 pcf (12% MC basis), respectively. • Panels were edge trimmed, measured, and conditioned at 70 °F, 65% RH until constant weight was attained. • The press temperature was 350 °F. Closing time: 30 sec., press time: 5 min. and 30 sec. of decompression cycle.Target panel thickness and density was 0.5 in.and 42 pcf (12% MC basis), respectively. • Panels were edge trimmed, measured, and conditioned at 70 °F, 65% RH until constant weight was attained. • The press temperature was 350 °F. Closing time: 30 sec., press time: 5 min. and 30 sec. of decompression cycle.Target panel thickness and density was 0.5 in.and 42 pcf (12% MC basis), respectively. • Panels were edge trimmed, measured, and conditioned at 70 °F, 65% RH until constant weight was attained. • The press temperature was 350 °F. Closing time: 30 sec., press time: 5 min. and 30 sec. of decompression cycle.Target panel thickness and density was 0.5 in.and 42 pcf (12% MC basis), respectively. • Panels were edge trimmed, measured, and conditioned at 70 °F, 65% RH until constant weight was attained. • OSB Panel preparation and procedures • A total of 27 source combinations (3 factors in 3 levels) • Strands were conditioned to 8-10% MC, blended with 3.2% polymeric diphenylmethane diisocyanate (pMDI) at 2.72 ounce/min. No wax was added. • The press temperature was 350 °F. Closing time: 30 sec., press time: 5 min. and 30 sec. of decompression cycle. Target panel thickness and density was 0.5 in. and 42 pcf (12% MC basis), respectively. • Panels were edge trimmed, measured, and conditioned at 70 °F, 65% RH until constant weight was attained. Panel Properties
2-hr 24-hr 2-hr 24-hr Water Absorption Thickness Swell Results and Discussion Physical properties • ASTM D-1037 • ASTM D-4933 • At 70°F & 65% RH Panel Properties
Internal Bond Results and Discussion Mechanical properties Flexure ASTM D-1037 (psi) (ksi) Panel Properties
Contact Angle Procedure • Drop size of 5 microliters • Distilled water, diiodemethane, and ethylene glycol. • 12 replicas, all combinations. Trimming and placing samples Dropping MatLab program Image B&W conversion Contact angle calculation Labview & Sherlock programs Results and Discussion Panel Properties Faster-penetration of the liquids (few seconds).
Resin Content Evaluation The manufacture of OSB involves steps where an unknown amount of resin is lost. 4% based of resin on ovendry wood weight was assumed. % Nn = % nitrogen sample - % nitrogen wood control. 0.315 = % of Huntsman Rubinate 1840 that is NCO. By incineration (ASTM D 1102-56) Results and Discussion Panel Properties % pMDI target = 4.0 % pMDI avg = 3.2 ± 0.77; COD = 12 % Control (0.045”) Control (0.025”) Ro_3.54 (0.045”) Ro_3.81 (0.025”) Ro_3.54 (0.025”) Ro_3.81 (0.045”) Specimen
1. Extraction process • The severity factor (extraction time, Ro) and Tree source significantly influenced weight loss • Strand thickness had no significant impact on weight loss. 2.Wood modification • Cellulose crystallinity and size exhibited a significant increase. • The intra cell wall porosity was shown to be approx. 12% higher. • Cell wall damage was shown to occur as evidenced by pitting. • A significant increase in liquid penetration rate was exhibited. Conclusions
3. Panel properties • The water absorption mainly in 24-hour was significantly greater. • The sorption curves of extracted wood strands were strongly lowered compared to control material. • Dimensional stability in air of OSB panels were enhanced after hemicellulose removal. • The flexural strength (MOR) was similar for control and Ro_3.54 but exhibited a significant decrease at Ro_3.81 (cell wall damage). • The internal bond in dry and wet conditions from both extractions were significantly lower (overpenetration). General Conclusion: The Ro_3.54 (15% weight loss) provide the better physical and mechanical properties. Conclusions
Acknowledgements Support for this research has been provided by: Department of Energy (DOE): Utilization of Pulp Mill Residuals. National Science Foundation / EPSCoR: Sustainable Forest Bioproducts. Acknowledgements
Adair, C. 2004. Regional production and market outlook. Structural panels and engineered wood products 2004 - 2009. E170. In: The Engineered Wood Association. Tacoma, Washington. American Society for Testing and Material (ASTM). 2001. Standard test methods for ash in wood. D1102-84. ASTM, West Conshocken, P.A. American Society for Testing and Material (ASTM). 2004. Moisture conditioning of wood and wood-based materials. D4933-99. ASTM, West Conshocken, P.A. American Society for Testing and Material (ASTM). 2005. Standard test methods for evaluating properties of wood-base fiber and particle panel materials. D1037-99. ASTM, West Conshocken, P.A. Boussaid, A., J. Robinson, Y. Cai, D. Gregg, and J. Saddler. 1998. Fermentability of the hemicellulose derived sugar from steam exploded softwood (Douglas Fir). In: Biotechn. and Bioeng., 64 (3): 284 – 289. Fengel, D. and G. Wegener. 1984. Wood: Chemistry, Ultrastructure, Reaction. Berlin: Walter de Gruyter. ISO/AWI. 2004. Pore Size Distribution and Porosimetry of Material - Evaluation by Mercury posimetry. ISO/AWI 15901-1. London. Jeffries, T. W. 1985. Effect of culture Conditions on the Fermentation of Xylose to Ethanol by Candida Shehatae. Presented at Seventh Symposium on Biotechnology for Fuels and Chemicals, Gatlinburg, TN. May 1985. Jeoh, T. 1998. Steam explosion pretreatment of cotton gin waste for fuel ethanol production. Thesis of Master of Science in Biological Systems Engineering, Virginia Polytechnic. Kultikova, E.V. 1999. Structure and Properties Relationships of Densified Wood. Thesis, Virginia Polytechnic Institute and State University. Blacksburg, Virginia. Lai, Y. 1990. Chemistry Degradation. In Wood and Cellulosic Chemistry. Edited by David N. –S. On and Nobuo Shiraishi, 10: 455 – 523. Lasure, L. and M. Zhang. 2004. Bioconversion and biorefineries of the future. Report Draft from pacific Northwest National Laboratory and National Renewable Energy laboratory. References
Mosier, N., C. Ladisch, and M. Ladisch. 2002. Characterization of Acid Catalytic Domains for Cellulose Hydrolysis and Glucose Degradation. Biotech. and bioeng. 79 (6): 610 – 618. Overend, R. P., and E. Chornet. 1987. Fractionation of Lignocellulosics by Steam-aqueous Pretreatments. Philosophical Transactions of the Royal Society of London. 321: 523-536. Pocius, A. V. 1997. Adhesion and Adhesives Technology. An introduction. Cincinnati, Ohio, U.S.A. Puls, J. and B. Saake. 2004. Industrially Isolated Hemicelluloses. In: Hemicelluloses: Science and Technology. Edited by Paul Gatenholm and Maija Tenkanen. pp 25-35. Sarko, A. 1996. Cellulose- How much do we know about its structure?. In: ALS-Cellulose Division Newsletter. Service, R. F. 2007. Biofuel researchers prepare to reap a new harvest. In Science Vol. 315: 1488-1491. http://www.sciencemag.org Stamm, A. J. 1964. Wood and cellulose science. New York: Ronald Press Co. U.S. Department of Energy. 2007. Department of Energy. 1000 Independence Ave., SW, Washington, DC 20585. http://www.energy.gov Van Oss, C.J., M. K. Chaudhurry, and R. J. Good. 1988. Interfacial Lifshitz- van der Walls and Polar Interactions in Macroscopic Systems. In Chem. Rew. 88: 927 – 941. Wang, S., H. Gu, and T. Neimsuwan. 2004. Understanting Properties of Commercial OSB Products. In the 7th Pacific Rim, Bio-Based Composites Symposium, Nanjing, China. Vol. (2): 397 - 399. Winandy, J. E. and J.J. Morrell. 1993. Relationship between incipient decay, strength, and chemical composition of Douglas-fir heartwood. Wood and Fiber Sci. 25(3): 278-288 Yoon, S.H., K. MacEwan, and A. van Heinigen. 2006. Pre-extraction of Southern Pine Chips with Hot Water Followed by Kraft Cooking. Unpublished article, Univ. of Maine, Dept. of Chemical and Biological Eng., 5737 Jenness Hall, Orono, ME 04469. References