Download
1 / 8
3.18k likes | 6.88k Views
What is OEE ?. OEE Definition. OEE Calculation. Making OEE part of Visual Management. OEE Overall Equipment Effectiveness. How can i influence the OEE ?. Why is a high OEE important for the department ?. Overall Equipment Effectiveness.

E N D
What is OEE ? OEE Definition OEE Calculation Making OEE part of Visual Management OEE Overall Equipment Effectiveness How can i influence the OEE ? Why is a high OEE important for the department ?
Overall Equipment Effectiveness OEE is the way to measure how effectively machine / equipment hours are used (Value Adding) OEE is loss due to: Depending on definition TPM® knows 6-16 different losses Total time e.g. 480 min. (1 shift) Planned Downtime - breaks, planned maintenance, training Available time - breakdowns, repairs - changeover - adjustment - start up Running time Downtime - machine speed - short stoppages - lower yield Performance Losses Productive time - scrap - reject - rework Effective time Quality Losses
Calculation of LOSSES Total time e.g. 480 min. (1 shift) Planned Downtime - breaks, planned maintenance, training Available time 420 min. - breakdowns, repairs - changeover - adjustment - start up Running time 340 min. Downtime - long cycle time - minor stoppages - reduced yield Performance Losses Productive time 270 min. - scrap - rework - rejects Effective time 250 min. Quality Losses Total losses = 170 min / shift
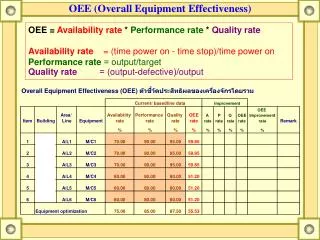
Calculation of OEE Available time - Downtime OEE (in %) = Running Efficiency = Availability 420 min - 80 min factor 81% = 420 min X Running time - Performance loss Productive Performance= Running time 340 min – 70 min factor 79.4% = 340 min X Productive time - Quality loss time Quality = Productive time 270 min - 20 min factor 92.6% = 270 min Overall Equipment Effectiveness = 59.6%
Analysis 35 30 25 20 15 10 5 Repair Changeover Tool change Scrap Minor Stopp. 33 26 16 7 3 J F M A M J J A S O N D OEE Trend Target 2003 How to increase OEE ? Data collection is the very important basis to increase OEE Collect data for all downtime and losses on the machine Data analysis and visible measure Make improvements visible and implement Repairs Autonomous Mainten. Change over, Adjustm. Preventive Maintenance Tool change Changeover reduction Minor stoppages Standardize tooling Scrap, rework Improved machine reliability Standardisation Kaizen
OEE trend Machine 03 OEE trend Machine 02 OEE trend Machine 01 Target 2003 Target 2003 Target 2003 Analysis 35 30 J J J F F F M M M A A A M M M J J J J J J A A A S S S O O O N N N D D D 25 20 15 10 5 Repairs Chgeover Tool chg. Scrap Min.Stop. 33 26 16 7 3 J F M A M J J A S O N D OEE trend machine 01 Target 2003 J J J J J J F F F F F F M M M M M M A A A A A A M M M M M M J J J J J J J J J J J J A A A A A A S S S S S S O O O O O O N N N N N N D D D D D D Making OEE visible Machine Information Departement Information Company Information Data OEE Produktivity other shows developement, trends and links beween targets and achievements shows the current situation of the machine or plant shows the machine in the area
Structured matrix sheet company Effects of OEE improvement activities Department Date . OEE in % target effect of improvement project t 2003 2004 Measures introduction training removal of defects elimination of defects standards / check lists improvement projects
Fundamental concept of plant effectiveness 16 Kinds of loss 8 availability losses 5 productivity losses 3 production/ cost losses – not part of OEE - Management losses Machine failure Loss of energy Motion Set up & adjustments Die, Jig and tool losses Line organization Tool changes Yield losses Logistics Start-up losses Adjustments Minor stoppages Speed Losses Defects and Rework Shutdown