Download
1 / 11
690 likes | 1.66k Views
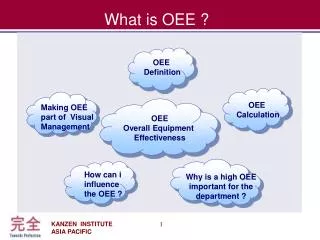
Overall Equipment Effectiveness (OEE). OVERALL EQUIPMENT EFFECTIVENESS (OEE). Factory Pulse Logix Automation Systems Pvt. Ltd. Elements of OEE. OEE is the way to Measure Effectiveness. OEE. Overall Equipment Effectiveness (OEE). Prime Cause of Production Loss.

E N D
Overall Equipment Effectiveness (OEE) OVERALL EQUIPMENT EFFECTIVENESS (OEE) Factory Pulse Logix Automation Systems Pvt. Ltd.
Elements of OEE OEE is the way to Measure Effectiveness OEE Overall Equipment Effectiveness (OEE) Prime Cause of Production Loss How to increase OEE ? OEE Calculation Fundamental Concept of plant Effectiveness Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comwww.factorypulse.in
Overall equipment effectiveness (OEE) is a hierarchy of metrics to evaluate how effectively a manufacturing operation is utilized. Overall Equipment Effectiveness (OEE) • In an ideal factory, equipment would operate 100 percent of the time at 100 percent capacity, with an output of 100 percent good quality. • The difference between the ideal and the actual situation is due to losses. Calculating the overall equipment effectiveness (OEE) rate is a crucial element of any serious commitment to reduce equipment- and process-related wastes. Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comwww.factorypulse.in
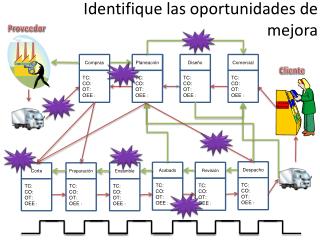
Set-up Availability losses Breakdown Minor Stoppages Performance losses Speed losses Start-up losses Quality losses In process losses Inconsistent Timings, Insufficient Skills, Poor Planning & Scheduling, Different methods, Poor Tooling, Poor start up controls, Missing Parts, Insufficient support, Excessive start-up adjustments Elements Of OEE Lack of Maintenance, Low Operator Interest,Not knowing of problems, Poor Training, Design Problems, Inferior Material Material not Available, Change Over at Start/End, Jams/Misfeeds/ Overloads, Operator Error,Operator Absence Overall Equipment Effectiveness Unclear Design Specs, Poor Maintenance History, Incorrect Settings, Poor Training, Speed Deliberately Reduced, Inconsistent Material Poor Product Changeover, Inconsistent Materials, No start-up check lists, Waiting for Temp, Pressure, Minor adjustments Environmental Conditions, Inconsistent Material, Process not followed, Poor Calibration, Gauges not calibrated properly etc. Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comww.factorypulse.in
OEE is the way to measure how effectively Machine/Equipment hours are used Total time e.g. 480 min. (1 shift (8 hrs)) OEE goes down due to following Losses OEE is the way to Measure Effectiveness Planned Downtime - breaks, planned maintenance, training Available time - breakdowns, repairs - changeover - adjustment - start up Downtime Running time Performance Losses - machine speed - short stoppages - lower yield Productive time - scrap - reject - rework Quality Losses Effective time Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comwww.factorypulse.in
A production line seldom operates at optimum speed. A myriad of reasons or Negative Performance Impacts, mostly in combination, cause losses in productivity and therefore loss of money. These include: • Line Saturation There is no place for more output from the machine. For example, a filling machine of a bottling line is running at its max. speed. • Equipment Failure Machines break down, wear out, are not used properly and so on. All ends up in lost production time. • Product changes During the change over from one product to another the machine settings must be changed, breakdown may occur and speed must be reduced. • Short Stops For example, a bottle falls down in a bottling machine and the operator picks it up. These short but frequent events can be the reason for major time loss. • Operator Inefficiency • The operators like to have it nice and easy. They run with lower speed in order to guarantee smooth operation. Prime Cause of Production Loss Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comwww.factorypulse.in
External reasons Sometimes, the production runs out of orders and the machines have to shut down. Or there can be a failure in the electrical power network far away from the factory. • Product Type Some products are more difficult to make. There are more breakdowns and quality problems. • Speed Losses For one reason or another, the speed of the machine is not optimum. In order to save costs, someone has purchased cheap but poor quality raw material. • Quality Although the machine is running, the products are not good enough for the customers. These are the most expensive kinds of losses. • Missing Material The raw material storage is empty and machines can not produce any more. Prime Cause of Production Loss Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comwww.factorypulse.in
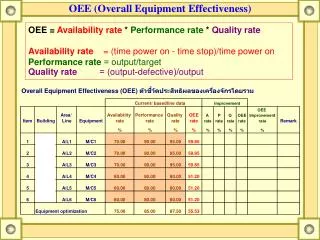
Available time - Downtime OEE (in %) = Running Efficiency = Availability Overall Equipment Effectiveness Calculation 420 min - 80 min factor 81% 420 min X Running time - Performance loss Productive Performance= Running time 340 min – 70 min factor 79.4% = 340 min X Productive time - Quality loss time Quality = Productive time 270 min - 20 min factor 92.6% = 270 min Overall Equipment Effectiveness = 59.6% Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comww.factorypulse.in
Analysis 35 30 25 20 15 10 5 Repair Changeover Tool change Scrap Minor Stopp. 33 26 16 7 3 J F M A M J J A S O N D OEE Trend Target 2003 Data collection is the most important action to increase OEE Collect data for all downtimes and losses on the machine Data Analytics with graphs and charts How to Improve OEE ? Make improvements visible Repairs Autonomous Maintenance Change over Preventive Maintenance Tool change Changeover Reduction Minor stoppages Standardize Tooling wastege Improved Machine Reliability Adjustments Standardisation rework Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comfactorypulse.in
16 Kinds of loss Fundamental Concept of Plant Effectiveness 3 production/ cost losses – not part of OEE - 8 availability losses 5 productivity losses Management losses Machine Failure Loss of energy Motion Set up & adjustments Die, Jig and tool losses Line organization Tool changes Yield losses Logistics Start-up losses Adjustments Minor stoppages Speed Losses Defects and Rework Shutdown Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comwww.factorypulse.in
Thank You OEE (Overall Equipment Effectiveness) For more information Logix Automation Systems Pvt. Ltd. Ph. +91-98140-35599; +91-92167-36975 Email :info@factorypulse.in Website :www.factorypulse.in Factory Pulse Logix Automation Systems Pvt. Ltd. www.logixind.comwww.factorypulse.in