Download
1 / 5
60 likes | 224 Views
Time-Labour Analysis for the use of Overhead Gantry Cranes in Modern Steel fabrication workshops. By David Rolle. MD. Rimco Building Systems Pty. Ltd. Sept 2009. Traditional method of material handling steel beams with the use of over head cranes and trestle tables. Method 1 (1) Action:

E N D
Time-Labour Analysis for the use of Overhead Gantry Cranes in Modern Steel fabrication workshops. By David Rolle. MD. Rimco Building Systems Pty. Ltd. Sept 2009.
Traditional method of material handling steel beams with the use of over head cranes and trestle tables. Method 1 • (1) Action: • Steel is sourced and chained by the use of slings and lifted vertically from its source and moved into place on steel work trestles, where it is unchained. • Requires 2 men. One operating the crane, and the second (Welder/fabricator) to position the steel on to the trestle. Required time + or - 15 minutes x 2 men=30min. • Steel is measured, cut, marked, and welded to accessible surfaces 1&2. • (2)Action: • Steel beam is secured to crane by chains or slings, lifted and repositioned in 2nd fabricating welding position. • Requires 2 men. One operating the crane, and the second (Welder/fabricator) to position the steel on to the trestle. Required time + or - 15 minutes x 2 men=30min. • Steel is measured, cut, marked, and welded to accessible surfaces 3&4. • (3) Action: • Steel beam is secured to crane by chains or slings, lifted and repositioned in 3nd fabricating welding position. • Requires 2 men. One operating the crane, and the second (Welder/fabricator) to position the steel on to the trestle. Required time + or - 15 minutes x 2 men=30min. • Steel parts are fully welded on surfaces 1&2. Inspected and QA passed. • (4) Action: • Steel beam is secured to crane by chains or slings, lifted and repositioned in 4nd fabricating welding position. • Requires 2 men. One operating the crane, and the second (Welder/fabricator) to position the steel on to the trestle. Required time + or - 15 minutes x 2 men=30min. • Steel parts are fully welded on surfaces 3&4. Inspected and QA passed. • (5) Action: • Steel is chained by the use of slings and lifted vertically from the work bench and moved to collection point for delivery to paint or transport depot. • Requires 2 men. One operating the crane, and the second (Welder/fabricator) to position the steel on to the trestle. Required time + or - 15 minutes x 2 men=30min. Total Required time: 150min.* • *NB: Bracing may be required on especially large beams in the vertical position – this could add up to 30 minutes in material handling time.
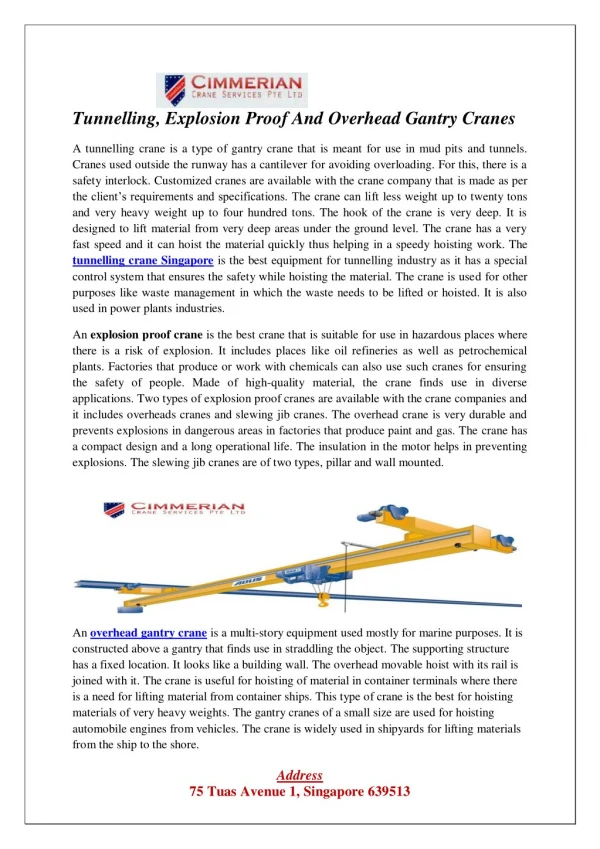
Alternative method using RIMCO Rotators for most of the material handling function. Method 2 • (1) Action: • Steel is sourced and chained by the use of slings and lifted vertically from its source and moved to place in the rotator, where it is unchained and the Rotator is fastened closed. • Requires 2 men. One operating the crane, and the second (Welder/fabricator) to position the steel into the rotator. Required time + or - 15 minutes x 2 men=30min. • Steel is measured, cut, marked, and welded to accessible surfaces 1&2. • (2)Action:No requirement for OH Crane usage. • Steel beam is mechanically rotated by welder/ fabricator and positioned in 2nd fabricating welding position. • Requires one man to press the button and is rotated in seconds. • Steel is measured, cut, marked, and welded to accessible surfaces 3&4. • (3) Action:No requirement for OH Crane usage. • Steel beam is mechanically rotated by welder/ fabricator and positioned in 3rd fabricating welding position. • Requires one man to press the button and is rotated in seconds. • Steel parts are fully welded on surfaces 1&2. • (4) Action:No requirement for OH Crane usage. • Steel beam is mechanically rotated by welder/ fabricator and positioned in 4th fabricating welding position. • Requires one man to press the button and is rotated in seconds. • Steel parts are fully welded on surfaces 3&4. • Only one QA Inspection necessary. • (5) Action: • Welding and fabricating work is complete. • Rotator jaws are opened, and Steel beam is secured to crane by chains or slings, lifted and removed from the rotator. • Requires 2 men, one operating the crane and the second (Welder/fabricator) to guide the steel from the rotator. Required time + or - 15 minutes x 2 men=30min. Total Required time: 60min. • *NB: No bracing is required as steel is constantly harnessed within the Rotator. • Steel beam is rotated into any required position for the welder fabricator to accurately and ergonomically perform the assigned tasks.
Time-Labour Savings using the RIMCO Rotator for Material Handling. Traditional Method 1 Total Requirement= 150 minutes. *Additional time should be allowed for bracing as necessary. RIMCO Rotator Method 2 Total Requirement= 60 minutes. * No additional time is needed for bracing. * Efficiencies achieved in reduced quantity of QA Inspections * Additional efficiencies are also achieved in flow-on affect for material handling. * Increased safety for all staff. Apples for Apples, RIMCO Rotator is 60% faster or saves you approximately 90 minutes per beam!!!
APPLICATION • How many welding stations do you have in your workshop? A = ________ • How many beams are produced from each station per day? B = ________ • RIMCO Rotator saves you 90 minutes per beam. Total Workshop Savings = A x B x 90 = ________ min/day. Man-hours per day = / 60 = __________ Daily $$$ Savings = Your average production $ rate x Man-hours per day = _____________