Download
1 / 20
230 likes | 546 Views
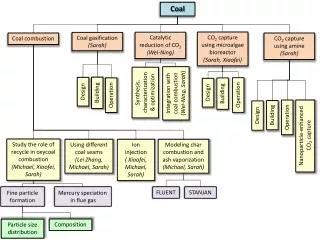
Coal System. Combustion optimization Coal G3 Online measurement of the coal mass flow between the mill and the burner Real time!. Example Pipe Arrangement. Receiver. Transmitter. A. w. o. l. f. s. s. a. m. In case of roping: cover full cross section.

E N D
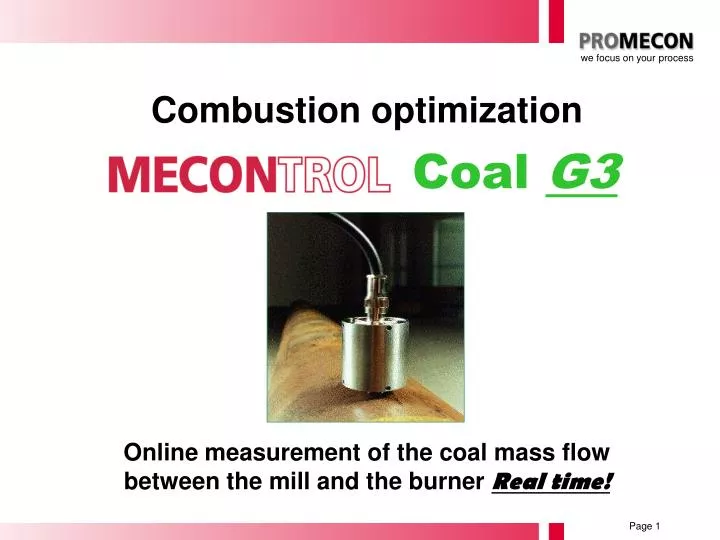
Coal System Combustion optimization Coal G3 Online measurement of the coal mass flow between the mill and the burner Real time!
Receiver Transmitter A w o l f s s a m In case of roping: cover full cross section Easy installation: The sensors are mounted through easy drill and tap holes (14x1 mm) MECONTROLCoalMeasurement Principle „density“ Microwave measurement: 2 sensors in one pipe are used to measure the coal concentration over the FULL cross sectional area of the pipe.
Signal Sensor 1 Coal Dust Pipe “Signature” Signal Sensor 2 Sensor 2 Sensor 1 X(t) Y(t)=X(t-T) S=const. T=-26 ms Optimum of correlation “Correlation” correlation Time T Example S=54 cm T=26 ms w=20,8 m/s (average velocity of the particles !) MECONTROL CoalMeasurement Principle „velocity“ Velocity W=S/T
Measurement Cabinet Microwave Board D-HF Amplifier VCO MW-Output Time basis Processor MW-Input Data output Power input Temp.input RS 232 MECONTROL Coal Measurement Cabinet
G3-Sensor Temperature measurement sensor MECONTROL Coal Sensor installation
1 h high time resulution plot of mass flow and velocity
Derived mill parameters t1 t2 Mill response time can be derived, Impact on load changes, Indication for mill wear and coal grindability
Mill Quality monitoring: Low standard deviation of concentrations and velocities Variation of velocity 1s: 0.7 m/s (2.1 ft/sec) Variation of coal loading 1s: 50 g/m
MECONTROL Coal Velocity Velocity is measured using a cross correlation technique (picture: pipes 1 through 8). Measurement range: 5 m/sec to 50m/sec
MECONTROL Coal Absolute mass flow Out of the independent measurement values, density and velocity, the absolute mass flow is calculated without using any feeder signal. Measurement range: 10 g/sec to 20 kg/sec
MECONTROL Coal Combustion optimization by Secondary air control without control active control
we focus on your process O2 NOx CO MECONTROL boiler optimization with secondary air control using MECONTROLCoal
Burner Air Register Settings Air Register Settings [%] 50-20-20-20-20-20-20-50 O2 setpoint 3.1% 50-20-20-20-20-30-50-80 O2 setpoint 3.1% 50-20-20-20-20-20-50-80 O2 setpoint 3.1% 50-20-20-20-20-20-50-80 O2 setpoint 2.5% 50-20-20-20-20-20-50-80 O2 setpoint 2.2% 50-20-20-20-20-30-50-80 O2 setpoint 2.2% Right boiler sidewall Left boiler sidewall
Variable Orifices Example Pipe Arrangement
Damper Location on the Top of the Classifier Damper, one sided; direction against flow rotation Damper as close as possible on the top of the classifier
MECONTROL Coal References • Since 1998 in total ca. 600 Measurement Installations at 45 Plants worldwide • Countries: Germany, USA, Japan, Turkey, Denmark • Customers: E.ON, Mainova, SaarEnergie, STEAG, EnBW, J-Power, AEP, Allegheny Energy, LG&E, NSP, Mission Energy, TVA, Alliant Energy, Dynegy, Consumers Power, First Energy, Santee Cooper, SCE&G, Xcel Energy