Download
1 / 35
360 likes | 717 Views
Depleted Uranium Dioxide (DUO 2 ) as a High Density Aggregate in Concrete Shielding in Spent Nuclear Fuel Casks. M. Jonathan Haire, Ph.D. Nuclear Science and Technology Division Oak Ridge National Laboratory Oak Ridge, Tennessee 37831-6166. Presented to Kent Cole

E N D
Depleted Uranium Dioxide (DUO2) as a High Density Aggregate in Concrete Shielding in Spent Nuclear Fuel Casks M. Jonathan Haire, Ph.D. Nuclear Science and Technology Division Oak Ridge National Laboratory Oak Ridge, Tennessee 37831-6166 Presented to Kent Cole NAC International Corporation Norcross, Georgia July 28, 2005
Vision and Mission of the Depleted Uranium (DU) Uses Research and Development (R&D) Project • Reduce DU disposition costs • Consume the inventory of DU by using it in nuclear shielding applications • Bring advanced DU shielding technologies to the level of demonstrated technical success and readiness for full-scale deployment
Using DU Oxides as a Construction Material in Spent Nuclear Fuel (SNF) Casks will Enable Casks to • Be smaller • Be lighter in weight • Have a higher heat load and source • Be more resistant to assault (terrorism) • Be more nuclear proliferation resistant
DUCRETE Combines the High Density of DU with Binders of Low-Z Elements to Optimize Gamma and Neutron Attenuation Comparison of wall thickness required to attenuate to 10 mR/H the neutron and gamma doses from 24 pressurized-water-reactor spent fuel assemblies
Heavy concrete with steel shot and barium sulfate GNB CONSTOR test cask for RBMK SNF Russian RBMK Spent Fuel Cask with Heavy Concrete
Composition of DUCRETE - Depleted Uranium conCRETE • Coarse-graded sintered UO2 aggregates at a density of >8.9 g/cm3 • Cementitious binder, similar to Portland cement • Fine aggregates, like quartz, fly ash, microreinforcement, and/or colemanite sands • Water
DUAGG Briquettes are Stabilized DU Aggregates with Basalt Sintering Agent Made by a liquid-phase sintering process and crushed for use in DUCRETE
DUCRETE Storage Casks are Considerably Smaller and Lighter than Casks Constructed or Ordinary Concrete For equivalent shielding capability, the DUCRETE cask is 35 tons lighter and 100 cm smaller in diameter than casks made from ordinary concrete Comparison of conventional and Sierra and DUCRETE spent fuel dry-storage casks/silos
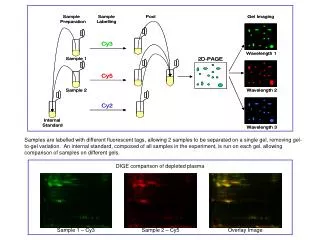
DUAGG Exposure Studies at ORNL Using ASTM C289-94 Standard Test Method • At a constant surface-to-liquid ratio of 1:10, the sintered DUAGG samples were exposed to • distilled (DI) water • 1 N sodium hydroxide (NaOH) standard solution • Saturated water extract of high-alkali cement • The three exposure temperatures and six time intervals were 25, 66, and 150C at intervals of 30, 60, 90, 180, 240, and 360 days
DUAGG 6 months in Cement Pore Water 50 μm 67°C—Backscattered electrons 67°C — secondary electrons 20 μm 50 μm 67°C — secondary electrons Covered by CaCO3 and needle-like crystals containing Ca, Si, and some Al
DUCRETE Aggregate is Leach Resistant DUCRETE half value thickness comparison USEPA= U.S. Environmental Protection Agency TCLP= Toxicity Characteristic Leach Test
DUAGG Exposure Experiments Conclusions • After 1 year of exposure, the release rate of uranium in a cement pore solution is low and shows that DUAGG is superior to pure UO2 • A protective layer of recrystallization products from the basalt phase of DUAGG cover the surface, slowing the release of uranium • In the cement pore solution, after 1 year of exposure, no deleterious products from the alkali-aggregate reaction were seen • Results show that DUAGG can be expected to be stable under casks service conditions
Current DUCRETE Technology Development • DUAGG manufacturing process optimization, cost reduction, and demonstration • Material properties characterization for matrix and aggregate stability with aging under service conditions • Optimized binder and DUAGG for gamma and neutrons for specific cask designs • Fabrication and testing of full-scale cask prototypes under a cooperative research and development agreement (CRADA)
Objective and Scope • Conceptual design for DUAGG plant to estimate potential capital and operating costs • Design of a DUAGG plant that receives DUO2; presses and sintered briquettes; and crushes, sizes, and packages DUAGG to be used in high-strength DUCRETE for SNF casks
Baseline Cask Fabrication Based on Most Complicated Version of GNB’s CONSTOR Cask
Assumptions for the Cask Fabrication Plant from a Private Firm Stand-Point • The baseline case assumes a penetration of 30% in the spent fuel cask industry that translates in the manufacturing of 50 casks per year. • The manufacturing plant receives DUAGG, cement, and steel pre-fabricated parts to make the casks. • It takes three days (1 shift) to make a cask • The plant will work 5 days a week • The plant will work 150 days a year (30 week per year or 1200 hr per year)
DUAGG Process Space Requirements 170’ 120’ DUAGG Process Plant 70’ Utilities 70’ 20’ Maintenance Building 30’ 60’ 100’ 265’ 40’ Office 20’ 30’ Expansion Lot Parking 110’
DUO2 Silo Sintering Material Binding Material Special Container With DUO2 Homogenizing Crushing System Special Container Dump Briquette Silo Briquetter Final Product Classifier Mixer Crusher Sintering Furnace Sintered Material Silo Size A Size B Size C Final Product Out Process Unit Operations
Cost Results • Facility capital cost $11.6M • Assumes: labor cost @$80/hour zero DUO2 feed cost • DUAGG cost per cask $129K
Percentage Contributions to the Operating Costs for the Baseline Case
Shielding Calculations(Heat transfer calculations are underway)
Conventional Concrete Cask for24 Fuel Assemblies(with neutron flux trap) Weight (with SNF) 150 tons Outside radius = 169 cm Footprint = 8.97 m2 Inside cavity radius = 87.9 cm Shielding thickness = 71 cm
Conventional Concrete Cask for32 Fuel Assemblies(with neutron flux trap) Weight (with SNF) 155 tons Outside radius = 169 cm Footprint = 8.97 m2 Inside cavity radius = 87.9 cm Shielding thickness = 71 cm
DUCRETE SNF Cask for 32 Fuel Assemblies(w/o neutron flux trap) Weight (with SNF) 105 tons Outside radius = 109 cm Footprint = 3.71 m2 Inside cavity radius = 87.9 cm Shielding thickness = 20 cm Note: shielding thickness is reduced from 71 to 21 cm, and weight is reduced from 155 to 105 t.
DUCRETE SNF Cask for 52 Fuel Assemblies (w/o neutron flux trap) Weight (with SNF) 190 tons Outside radius = 132 cm Footprint = 5.52 m2 Inside cavity radius = 103 cm Shielding thickness = 25 cm
Cask Size and Weight Reduction Through the Use of DUCRETE
CRADA • We are looking for a CRADA partner to design, fabricate, and test a DUO2 heavy concrete SNF cask
Initial CRADA Objective • Simply replace current steel aggregate with DUAGG in conventional concrete SNF casks • Pursue a more optimized design 04-065
Summary • DUCRETE casks have • Smaller dimensions • Lighter weight • Higher SNF heat loading • Potentially greater physical protection against assault • We have conducted laboratory experiments to characterize DUAGG/DUCRETE materials • We are conducting preliminary cost studies • We are pursuing a CRADA to design and demonstrate the next generation of SNF casks
Future Collaboration Activities • Design, fabricate, and test a DUO2-stainless steel metal (cermet) transportation cask • Microstructure fabrication of DUCRETE casks • Grand idea: Russia take DU from the U.S. and return it as DU casks