Download
1 / 51
530 likes | 570 Views
Learn about the principles, classification, and advantages of extrusion techniques like ram and single-screw extrusion. Discover the functioning of extruder components, screw zones, and die parts. This comprehensive guide from Central Institute of Plastics Engineering & Technology, India, highlights key aspects to enhance your knowledge of extrusion technology.

E N D
EXTRUSION Central Institute of Plastics Engineering & Technology, India
PRINCIPLE OF EXTRUSION Central Institute of Plastics Engineering & Technology, India
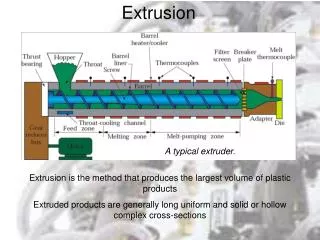
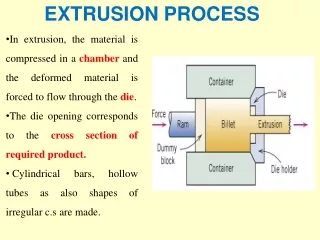
Extrusion is a melt deformation process in which the following operations sequentially take place: • The required materials (polymers, additives, reinforcements, etc.) are fed through a feed hopper into a barrel. • The polymeric materials soften by the heat from the external heaters and generated by frictional forces. • The energy needed to convert the cold particle into a hot viscous melt depends on the specific heat, heat of melting (of crystalline polymers), the maximum temperature of the extrusion. • The pressure required for the continuous extrusion can be generated by the extruder screw alone, or by attached pumps, viz. roller, gear or screw type. • The forward flow of the material is achieved due to the drag flow in the screw channel(s). Central Institute of Plastics Engineering & Technology, India
CLASSIFICATION OF EXTRUDERS • RAM EXTRUDERS • SINGLE SCREW EXTRUDERS (SSE) • TWIN SCREW EXTRUDERS (TSE) Central Institute of Plastics Engineering & Technology, India
RAM EXTRUDERS • Ram extruder is discontinuous • It uses a ram or piston operating in a cylinder • The material is softened by thermal energy from the outside heaters • After softening the material is forced out by the ram movement. • After that rams is retracted and the cycle is repeated. Central Institute of Plastics Engineering & Technology, India
Ram Extrusion Central Institute of Plastics Engineering & Technology, India
ADVANTAGES OF RAM EXTRUSION • There is no violent agitation of the material. • Simple process control • Material that cannot undergo shearing can be processed. • Materials having high viscosity (viz. PTFE, UHMHDPE) can be processed. • Power consumption is low. Central Institute of Plastics Engineering & Technology, India
DISADVANTAGES OF RAM EXTRUSION • Large temperature gradient between the ram cylinder wall and the interior of the plastic bed. The gradient may lead to degradation of the surface layer of the resin. • Low throughput • Discontinuous process Central Institute of Plastics Engineering & Technology, India
SINGLE SCREW EXTRUSION(SSE) Central Institute of Plastics Engineering & Technology, India
Single Screw Extrusion is most commonly used technique for the manufacture of different items such as pipes, films, granules etc. Central Institute of Plastics Engineering & Technology, India
Cross-section of a typical screw extruder with the die turned down Central Institute of Plastics Engineering & Technology, India
PARTS OF SINGLE SCREW EXTRUDER • Feed Hopper • Extruder Screw & Barrel • Drive System (Motor, Gear box & Transmission • Thrust Bearing • Heating & Cooling Elements • Screen pack & Breaker plate • Die • Temperature & Pressure controls • Down stream equipments (For cooling/drawing/ cutting/winding Central Institute of Plastics Engineering & Technology, India
Screw & Breaker Plate assembly Central Institute of Plastics Engineering & Technology, India
Screenpacks of various sizes Central Institute of Plastics Engineering & Technology, India
Extrusion Die Parts Central Institute of Plastics Engineering & Technology, India
Spider Die with Mandrel as seen from (a) side and (b) rear Central Institute of Plastics Engineering & Technology, India
Extruder Screw Due to screw rotation the frictional heat is produced. The material flows in the screw channel in a spiral pattern, with little mixing. The softened material is forced out by the screw. Central Institute of Plastics Engineering & Technology, India
FUNCTIONS OF THE SCREW • Plasticating the material (softening, melting & mixing of the melt) • Conveying • Pressurizing & Pumping Central Institute of Plastics Engineering & Technology, India
Advantage of Screw Extrusion • Uniform heating • Continuous process • Better mixing than in ram extruder • All types of resins can be processed Central Institute of Plastics Engineering & Technology, India
Polyethylene type Screw Central Institute of Plastics Engineering & Technology, India
Nylon-type screw Central Institute of Plastics Engineering & Technology, India
Zones in a screw • Feed zone • Compression, transition, melting or plasticizing zone • Metering zone Central Institute of Plastics Engineering & Technology, India
Three zones of the Screw Central Institute of Plastics Engineering & Technology, India
FEED ZONE The Feed zone collects the granules from the feed hopper, and compacts the granules and heats up them building up pressure as they advance down the screw. Finally it conveys the material to the next zone. Central Institute of Plastics Engineering & Technology, India
COMPRESSION, TRANSITION, MELTING OR PLASTICIZING ZONE The purpose of this zone is to compress the solid bed and to provide intense friction between it and a barrel. Within this zone the channel depth progressively decreases, thus compressing the resin and forcing gases and volatiles from the melt to flow back to the feed hopper. Central Institute of Plastics Engineering & Technology, India
Due to the progressive compression of the polymer bed in this zone, the material undergoes consolidation, then starts to soften and melt under the concerted action of the heater bands and the shear (mechanical) energy. Central Institute of Plastics Engineering & Technology, India
Metering Zone Metering zone gives the final mixing and ensures thermal uniformity. In this zone melt is brought to the correct consistency. Central Institute of Plastics Engineering & Technology, India
SCREW NOMENCLATURE Central Institute of Plastics Engineering & Technology, India
Screw Nomenclature Central Institute of Plastics Engineering & Technology, India
P is the screw pitch, distance between the centre of two adjacent flights D is the screw diameter, developed by rotating the flight about the screw axis W is the channel width R.D. is the root diameter L is the land width Flight is the helical metal thread of the screw θ is the helix angle, defined as an angle between the flight to the transverse plane of the screw axis C is the channel depth ó radial distance from the bore of the barrel to the root SCREW NOMENCLATURE Central Institute of Plastics Engineering & Technology, India
Extruder Size is the nominal diameter of the screw and is used to specify an extruder Central Institute of Plastics Engineering & Technology, India
L/D Ratio is the ratio between the length of the flighted portions of the screw to the nominal diameter of the screw: Central Institute of Plastics Engineering & Technology, India
Normal L/D ratios are 22 ‑ 24 : 1 Central Institute of Plastics Engineering & Technology, India
Advantages of long L/D: • Longer residence time • Greater output • Uniform output and greater mixing • Pumping at higher pressures • Greater melting with less shear and more conduction from barrel Central Institute of Plastics Engineering & Technology, India
Advantage of Short L/D ratio • Short residence time that facilitates the processing of heat sensitive materials • Less space • Lower torque(hence high strength to screw and less horsepower) • Lower cost Central Institute of Plastics Engineering & Technology, India
Compression Ratio * Compression ratio is the ratio between the channel depth in the first flight of the feed zone to the depth in the last flight of the metering zone. Central Institute of Plastics Engineering & Technology, India
Central Institute of Plastics Engineering & Technology, India
USUALLY SCREWS WITH COMPRESSION RATIO OF 1.5 TO 4 ARE SELECTED Central Institute of Plastics Engineering & Technology, India
ExtruderOutput Q = QD- QP - QL Where Q is overall output, QD is Drag output, QP is Pressure Output and QL is Leakage Output Central Institute of Plastics Engineering & Technology, India
Drag Output QD= where QD = drag flow (mL/s) D = barrel diameter (mm) N = screw speed (rpm) h = channel depth (mm) = helix angle (17.8°) Central Institute of Plastics Engineering & Technology, India
Pressure Output Qp = where Qp = pressure flow (mL/sec) D = barrel diameter (mm) h = channel depth (mm) P = increase in pressure (Pa) = helix angle (17.8°) = viscosity (Pa.s) L = length metering section (mm) Central Institute of Plastics Engineering & Technology, India
Leakage Output QL= where QL = Leakage Flow (mL/s) D = Screw diameter (mm) = flight clearance (mm) P = pressure drop (Pa) = helix angle (17.8°) S = flight width (mm) L = metering section length (mm) = viscosity (Pa.s) Central Institute of Plastics Engineering & Technology, India
TWIN SCREW EXTRUDER (TSE) Central Institute of Plastics Engineering & Technology, India
The Twin Screw Extruders are basically used for compounding and better mixing of polymeric materials. Due to the presence of twin screws which may be intermeshing or non-intermeshing type, the mixing area is increased. Central Institute of Plastics Engineering & Technology, India
Twin Screw Extruders have more positive pumping action than single screw extruders and can therefore be used more effectively in high output situations. Central Institute of Plastics Engineering & Technology, India
Classification of TSEs • Corotating • Counterrotating Central Institute of Plastics Engineering & Technology, India
Corotating In Corotating TSEs the screws rotate in the same direction, i.e. both turn clockwise or both turn counterclockwise. In this method, the material mostly moves between Screws and the barrel, resulting in the improvement of efficiency of thermal heating and same amount of shear to the material. Mixing is also better in Corotating twin screws as compared to counter rotating screws and the single screws. Central Institute of Plastics Engineering & Technology, India
Twin Screw Co-rotation system Central Institute of Plastics Engineering & Technology, India
Counterrotating In counterrotating screw system the material is brought to the junction of the two screws and builds up in what is called the material bank on the top of the junction. The total shear is lesser than even single screw extruders. But pumping is more efficient than corotating screws. Central Institute of Plastics Engineering & Technology, India
Twin Screw Counter-rotation system Central Institute of Plastics Engineering & Technology, India