Download
1 / 18
240 likes | 669 Views
12 th U.S./North American Mine Ventilation Symposium Reno, Nevada, USA, June 9 -11, 2008. Thermal Oxidation of Coal Mine Ventilation Air Methane (VAM). J. M. Somers USEPA, Coalbed Methane Outreach Program H. L. Schultz BCS Incorporated. Presentation Overview. Background on VAM

E N D
12th U.S./North American Mine Ventilation Symposium Reno, Nevada, USA, June 9 -11, 2008 Thermal Oxidation of Coal Mine Ventilation Air Methane (VAM) J. M. Somers USEPA, Coalbed Methane Outreach Program H. L. Schultz BCS Incorporated
Presentation Overview • Background on VAM • Flow-reversal Oxidizer Technology • VAM Oxidation Demonstration History • WestVAMP • CONSOL Windsor Mine Demonstration • JWR Mine Demonstration • Technology Deployment Challenges • Technology Deployment Benefits • Conclusions
Background on VAM • Methane is a powerful greenhouse gas • More than 20 times as potent as CO2 • Mine safety regulations require gassy underground coal mines to assure that methane concentrations in the mine workings are maintained at safe levels • Well below the lower explosive limit (5% in air) • Mines employ large scale ventilation systems to vent methane to the atmosphere • Methane drainage can supplement ventilation
Background on VAM • Ventilation air methane (VAM) is largest source of coal mine methane (CMM) emissions • 54% of all U.S. CMM emissions in 2005 • Capturing and using VAM is challenging • Large airflows – 100,000 to 1 million cfm (47 to 470 m3/s) • Low concentrations – 0.1 to 1.0%, typically 0.3 to 0.5% • Variable, both flow and concentration • Flow-reversal oxidizers in use worldwide for industrial air pollution control offer a solution
Global VAM emissions (2002) • Emission % world Country (Bm3) Total China 6.7 38.7 United States 2.6 15.0 Ukraine 2.2 12.7 Russia 0.7 4.0 Australia 0.7 4.0 Total World 17.3
Background on VAM • Technology options • Thermal (Biothermica, MEGTEC) • Catalytic (CANMET) • Operational modes • Oxidation only • Oxidation with energy recovery (e.g., electricity generation) • Available systems • Commercial project - MEGTEC Systems (DePere Wisconsin, USA) • http://www.megtec.com • Demonstration planned - Biothermica (Montreal, Canada) • http://www.biothermica.com • Prototype - CANMET Energy Technology Centre (Varennes, Canada) • http://www.nrcan.gc.ca/se/etb/cetc/cetc01/htmldocs/home_e.htm
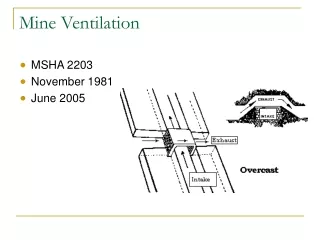
Flow-reversal Oxidation Technology Schematic of an Oxidizer Heat Exchange Medium Valve 2 Valve 1 Heat Exchanger Air & C02, H20 & Heat* Air & CH4 Heat Exchange Medium Valve 1 Valve 2 Valve #1 open = Valve #2 open = *Heat recovery piping not shown
VAM Thermal Oxidation History • MEGTEC VOCSIDIZER • 1994: Oxidation only - Thoresby Mine, UK • 2001-2002: Oxidation and steam generation – Appin Colliery, Australia • 2007: Oxidation and electricity generation – West Cliff Colliery, Australia • 2007: Oxidation only – Abandoned Windsor Mine (CONSOL Energy), West Liberty, West Virginia • Biothermica VAMOX • 2008 – Jim Walter Resources Mine, Brookwood, Alabama, USA • In planning stages • Active mine • MSHA approval received!
JWR Mine Demonstration • Employs a single Biothermica VAMOX unit • Capacity: 30,000 cfm • VAM concentration: 0.9 percent • Greenhouse gas emission mitigation: >40,000 tonnes of CO2e per year • Revenues: Carbon emission reductions • Projected lifetime: > 4 years
WestVAMP • West Cliff Ventilation Air Methane Project • Startup: April 2007 • Capacity: 250,000 m3/hour (150,000 scfm) of mine exhaust air • VAM concentration: 0.9 percent • Generation unit: steam turbine • Electricity output: 6 MW • Four VOCSIDIZER units • Ongoing project with two revenue sources • Electricity • Carbon credits traded in New South Wales trading scheme
WestVAMP • West VAMP project site
CONSOL Windsor Mine Demonstration • Using diluted, drained CMM to simulate VAM • Employs a single MEGTEC VOCSIDIZER unit • Operates unattended • Goals are to verify: • Ability to maintain VAM oxidation • System safety • Operability and maintenance requirements under field conditions • Capacity: 30,000 scfm of simulated VAM • VAM concentration: 0.6 percent
CONSOL Windsor Mine Demonstration • Results • Ability to operate on VAM concentration below 1 percent verified • System safety features verified • Responded appropriately to upsets (e.g., power outage) • Field operation and maintenance experience gained
Technology Deployment Challenges • Lack of technology knowledge and field experience • Availability of supplemental methane to raise VAM inlet concentrations to near 1 percent • To maximize energy output, and therefore energy production revenues • Most VAM concentrations exiting the mine are significantly below 1 percent) • To maximize carbon emission reduction revenues • One study estimates that attractive payback times (3 to 6 years) can be achieved at VAM concentrations above 0.6 percent with carbon emission reduction sale prices at or above $10.00 per tonne CO2e
Technology Deployment Benefits • Ability to mitigate the largest source of coal mine emissions worldwide • Capability to capture and beneficially use VAM’s dilute energy content • Adds to energy security by beneficially using a currently wasted energy source • Multiple vendors should lead to cost competition that will drive down project capital costs • Higher return on investment • Shorter payback time
Conclusions • Flow-reversal oxidation of VAM with power generation is a proven technology • Field demonstrations are multiplying • Potential global market for VAM oxidation and VAM-to-power applications is large • Emerging cost competitiveness should enhance project economics
Thank You Jayne Somers U.S. Environmental Protection Agency Manager, Coalbed Methane Outreach Program Washington, DC, USA Somers.jayne@epa.gov www.epa.gov/coalbed H. Lee Schultz Manager, Environmental Programs BCS Incorporated, Laurel, MD, USA lschultz@bcs-hq.com