Download
1 / 32
320 likes | 554 Views
Lean Systems. ASQ Baltimore Section Champions Breakfast Meeting 20 November 2003. Mike Rothmeier Parkton, Maryland 410 . 935 . 1011 Rothmeier@Comcast.Net. Rev ASQ SSB 1103. Today’s Topics. The Development of “Lean Systems”

E N D
Lean Systems ASQ Baltimore Section Champions Breakfast Meeting 20 November 2003 Mike Rothmeier Parkton, Maryland 410 . 935 . 1011 Rothmeier@Comcast.Net Rev ASQ SSB 1103
Today’s Topics • The Development of “Lean Systems” • Value Added, Non Value Added and Process Wastes for Production and Services • The Lean Briefcase or Toolbox Workplace Organization, Setup Reduction, Pull Replenishments, Kanban Triggers, Total Productive Maintenance, Mistake Proofing, Cellular Processes • Keys to Success • Final Thoughts
Lean Systems The ability to make exactlywhat the customer wantsas they order it.
Lead Time Reduction Productivity Increase WIP Reduction Quality Improvement Space Utilization Benefits: Tangible & Intangible • Improved Teamwork • Simpler Scheduling • Greater Flexibility • Market Responsiveness • Increased Sales 0100
Time & Cost Relationship “The longer an article is in the process of manufacture and the more it is moved about, the greater its ultimate cost.” --Henry Ford, 1926
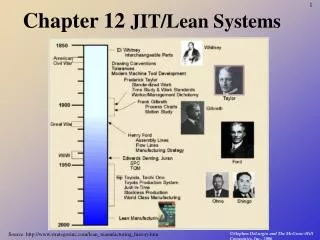
History of Lean • 1910-1928 Ford Production Systems • 1942-46 Kaiser’s Liberty Ships • 1970 Toyota Production System • 1980 If Japan Can, Why Can’t We • 1980 JIT, Cellular, TOC • 1989 Machine That Changed the World • 1995 Lean Enterprises • 1998 Lean Service Organizations
“Lean Thinking” • A Continuous Improvement Approach focused on eliminating waste in the entire operation • Breaking the status quo by making a series of small immediate changes using conventional wisdom (common sense) • Involvement of stakeholders in the process • Measuring the results of the changes -
Definition of Waste • Anything More Than the • Absolute Minimum Resources of • Material, Equipment and Personnel to • Add Value for the Customer.
Elapsed Time 0 1 2 3 4 5 NVA VA Value Added Time Elapsed Time Total Order Lead Time Breakdown Value Added Ratio =
Elapsed Time 0 1 2 3 4 5 VA NVA 1.1 = 20.7 % 5.3 Value Added Ratio Calculation Value Added Ratio = 5
The Eight Process Wastes • Overproduction-Large Batches • Extra Transportation • Excess Inventory • Employees Waiting • NVA Processing • Excess Motion • Defects & Rework • Underutilized Brainpower
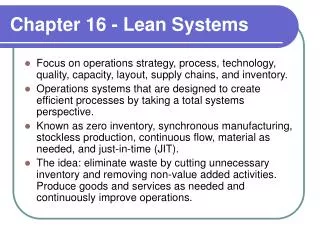
Eight Service Industry Wastes Errors in documents Transport of documents Doing unnecessary work not requested Waiting for the next process step Process of getting approvals Unnecessary motions Backlog in work queues Underutilized employees
Sort Set In Order Shine Standardize Sustain 5 S’s Campaign
With an Organized Workplace : Defects are reduced Safety is improved Workers are more efficient Inventory is reduced Maintenance is improved Cleanup time is minimized -
Traditional setup and large batches Setup Run Externalized & Streamlined Tasks Quick change and small batches Quick Changeover
Why Reduce Set-ups? Remember: nothing is being produced! So, set-up time isNon Value Added Setups need to be eliminated, integrated, or simplified
“Pull” Production versus “Push” Push: Schedule-based Pull: Consumption-based
PullSystems - Advantages • Faster response to the customer • Easier scheduling, inventory and control • Reducedeffort, space, cost and investment • But…..A different way of doing things
1930 Queens, NY The Origins of Kanban Systems 1916 Memphis, TN
SIGNAL – EMPTY SPACE P/N 1 P/N 4 P/N 1 P/N 4 P/N 2 P/N 5 P/N 2 P/N 5 P/N 3 P/N 6 P/N 6 P/N 6 X P/N 3 Process B Process A X
Total Productive Maintenance • A systematic approach to eliminating unscheduled equipment downtime • Enlists the intelligence of the operators • Provides a structure for any company to: • chart & analyze equipment issues • identify root causes of problems • implement permanent corrections
Overall Equipment Effectiveness DOWNTIME Breakdowns Changeovers Adjustments SPEED Stoppages Slow-downs DEFECTS Process Defects Reduced Yields
Types of Poka Yoke Devices • Prevention The process is designed so that it is impossible to make an error Removes any need to correct a error • Detection Signals the user an error has been made so the user can quickly correct the problem Stops defects from reaching customer
Summary: Poka-Yoke… • Does notreplacea quality system, butit is used to supplementa quality system. • Avoids Important Wastes • - rework in downstream operations • - defects from reaching customers
Functional Layout Interrupted product flow Unbalanced operations Large batches Longer time to complete Complex material handling -
Cellular Workplaces Includes Every Step Source Inspection Point of Use Storage Flexible Output Reduced Lot Size Simplified Handling Visual Goals & Metrics FG RM
Keys to Success • Keep things simple • Focus on your process • Look for all types of waste • Break old habits • Work through mistakes • When problems occur, be flexible • Keep improving—everyday- 55
Decreasing Inventory and batch sizes Labor costs and overtime Capital investments Increasing Customer response Productivity Flexibility Quality Share the mutual benefits of
Thanks very much MIKE ROTHMEIER 410 - 935 – 1011 Email: Rothmeier@Comcast.net