Download
1 / 30
300 likes | 334 Views
Explore characteristics and benefits of Lean Systems with Just-in-Time inventory, small lot sizes, and automated production. Learn about Single-Card Kanban systems and preventive maintenance for consistent quality delivery.

E N D
Pull method of materials flow • Consistently high quality • Small lot sizes • Uniform workstation loads • Standardized components and work methods • Close supplier ties • Flexible workforce • Line flows • Automated production • Preventive maintenance Characteristics of Lean Systems: Just-in-Time
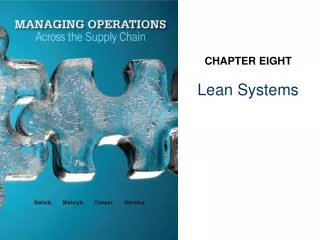
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory 5 10 15 20 25 30 Time (hours) Figure 16.1 Lot Size and Cycle Inventory
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory 5 10 15 20 25 30 Time (hours) Figure 16.1 Lot Size and Cycle Inventory
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory Lot size = 50 5 10 15 20 25 30 Time (hours) Figure 16.1 Lot Size and Cycle Inventory
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory Lot size = 50 5 10 15 20 25 30 Time (hours) Figure 16.1 Lot Size and Cycle Inventory
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory Lot size = 50 5 10 15 20 25 30 Time (hours) Figure 16.1 Lot Size and Cycle Inventory
Unreliable suppliers Capacity imbalance Scrap Continuous Improvement with Lean Systems Figure 16.2
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Single-Card Kanban System Empty containers Full containers Figure 16.3
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Single-Card Kanban System Empty containers Full containers Figure 16.3
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Single-Card Kanban System Empty containers Full containers Figure 16.3
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Single-Card Kanban System Empty containers Full containers Figure 16.3
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Single-Card Kanban System Empty containers Full containers Figure 16.3
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Single-Card Kanban System Empty containers Full containers Figure 16.3
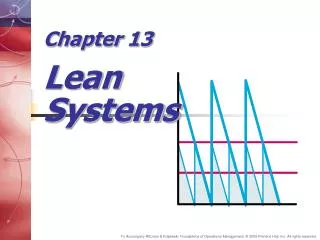
Assembly line 1 Assembly line 2 Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Single-Card Kanban System Empty containers O2 Fabrication cell O3 O1 Full containers O2 Figure 16.3
Each container must have a card • Assembly always withdraws from fabrication (pull system) • Containers cannot be moved without a kanban • Containers should contain the same number of parts • Only good parts are passed along • Production should not exceed authorization Part Number: 1234567Z Location: Aisle 5 Bin 47 Lot Quantity: 6 Supplier: WS 83 Customer: WS 116 Single-Card Kanban System KANBAN
d( w + p )( 1 + a ) c k = d = 2000 units/day p = 0.02 day a = 0.10 w = 0.08 day c = 22 units Westerville Auto Parts Number of Containers Example 16.1
d = 2000 units/day p = 0.02 day a = 0.10 w = 0.08 day c = 22 units Westerville Auto Parts Number of Containers 2000( 0.08 + 0.02 )( 1 + 0.10 ) 22 k = Example 16.1
d = 2000 units/day p = 0.02 day a = 0.10 w = 0.08 day c = 22 units Westerville Auto Parts Number of Containers 2000( 0.08 + 0.02 )( 1 + 0.10 ) 22 k = Example 16.1
d = 2000 units/day p = 0.02 day a = 0.10 w = 0.08 day c = 22 units Westerville Auto Parts Number of Containers k = 10 containers Example 16.1
d( w + p )( 1 + a ) c k = d = 2000 units/day p = 0.02 day a = 0.10 w = 0.06 day c = 22 units Westerville Auto Parts Number of Containers k = 10 containers Example 16.1
d = 2000 units/day p = 0.02 day a = 0.10 w = 0.06 day c = 22 units Westerville Auto Parts Number of Containers k = 10 containers 2000(0.06 + 0.02)(1.10) 22 k = Example 16.1
d = 2000 units/day p = 0.02 day a = 0.10 w = 0.06 day c = 22 units Westerville Auto Parts Number of Containers k = 10 containers 2000(0.06 + 0.02)(1.10) 22 k = Example 16.1
d = 2000 units/day p = 0.02 day a = 0.10 w = 0.06 day c = 22 units Westerville Auto Parts Number of Containers k = 10 containers k = 8 containers Example 16.1
d = 2000 units/day p = 0.02 day a = 0.10 w = 0.06 day c = 22 units k = 10 containers k = 8 containers Figure 16.4 Westerville Auto Parts Number of Containers
Consistently high quality • Uniform facility loads • Standardized work methods • Close supplier ties • Flexible workforce • Automation • Preventive maintenance • Pull method of materials flow • Line flows Lean Systems in Services
Reduce space requirements • Reduce inventory investment • Reduce lead times • Increase labor productivity • Increase equipment utilization • Reduce paperwork and simple planning systems • Valid priorities for scheduling • Workforce participation • Increase product quality Operational Benefits