Download

1 / 4
50 likes | 67 Views
In the manufacturing sector, world-over, machines http://bit.ly/2PKWOr9

E N D
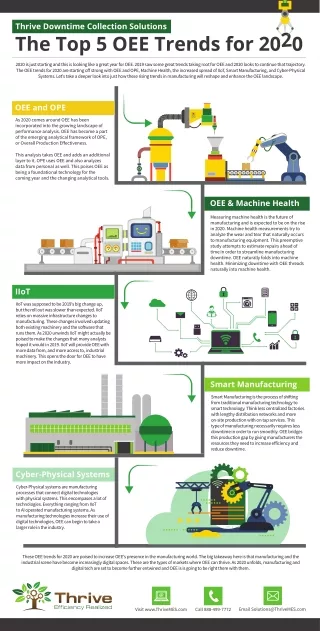
MAINTENANCE METRICS IN OEE INTRODUCTION In the manufacturing sector, world-over, machines have overwhelmingly taken over the production of goods. Machines, as we all know, are subject to wear and tear, and if not repaired timely, eventually, break down. To address the issue of maintenance manufacturing firms would benefit by adopting TPM to monitor their machines’ performance and condition. The preventive metric of OEE can be used as a tool by the management and workers to continually assess how well machines are serving their owners, in real time, and determine action for repairs as and when required. PREVENTIVE METRICS IN CONTEXT OF OEE OEE or Overall Equipment Effectiveness, a performance metric quantifies the efficiency of machines. It brings to visibility the entire factory floor, along with the machines and
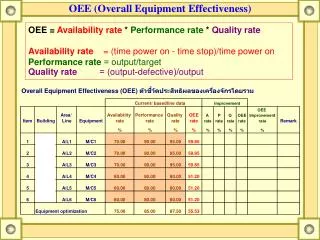
the various production processes in the production lines. Before we set appreciate the implications of preventive metrics, let first understand how an OEE system operates. OEE provides digital data in the real time primarily by basing its calculation on 3 key elements of production : 1. Availability = (Operating time – Downtime) /Total Operating Time 2. Performance = Total output/potential output 3. Quality = Good output/total output The OEE system The TPM metrics is derived from the study and analysis of data provided by OEE on above 3 critical elements. Advantages of the Preventive Metric Reduces Downtime One main feature of the OEE system that reflects TPM metrics is the Availability feature which captures Operating time, Downtime and Total Operating time. In the process, OEE helps in tracing a host of issues, including adverse machine conditions that cause downtime. The issues can be detected at the individual level, a cell or line level, or the whole plant level.
Tracing Equipment Fault in Real Time The data provided by OEE reaches the minute levels of production processes, to show where a machine is at fault. Once fault is found, appropriate action can be taken, and thus, downtime be reduced. TPM metrics calls upon the unit to nip an equipment’s problem at the bud stage, so as to prevent problems from aggravating in the future. Reduces Repair Costs Preventive metrics drastically reduces your repair costs. Without OEE, the faults of the bigger and more complicated machines cannot easily be detected, more dso in real time. An interface of OEE with CMMS ( Computerised Maintenance Management System ) further aids the TPM system to take preventive measures promptly. Timely repairs could avert breakdowns causing downtime, and a significant loss for the firm. The TPM metric could be checked from the Rate of Quality percentage as well. The rate gives comparative statistics on the acceptable parts produced versus the scrap. Since the preventive metric gathers data both at individual machine and line levels, it facilitates detection of faults at its root. Case Study The benefit of the application of maintenance metric can be seen in the case of GE Fanuc. The organisation had earlier sought to decrease its downtime duration by the use of engineering processes. It was successful in its endeavour, but not satisfactorily. Later when it switched over to OEE, GE application, the management detected plant’s bottleneck area - hundreds of brief line stoppages due to simple misalignment causing a dip in productivity were traced. Subsequently, when the firm took corrective measures, production spiked. CONCLUSION When you have machines cranking out goods for your firm, don’t neglect their well-being. The solution indeed is to keep a quantified vigilance over their efficiency and
productivity. And what better way to do so than using the maintenance metric under the arc of the OEE system.