Download
1 / 20
260 likes | 800 Views
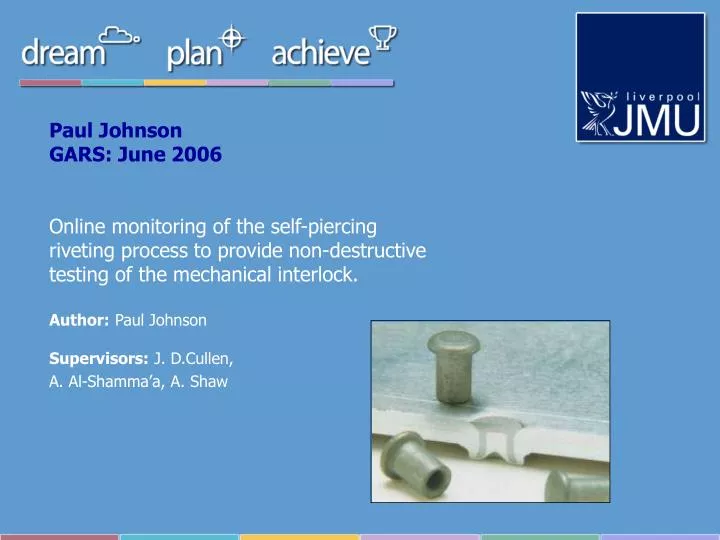
Paul Johnson GARS: June 2006 Online monitoring of the self-piercing riveting process to provide non-destructive testing of the mechanical interlock. Author: Paul Johnson Supervisors: J. D.Cullen, A. Al-Shamma’a, A. Shaw. Outline What will we discuss? what is riveting/self piercing riveting?

E N D
Paul JohnsonGARS: June 2006Online monitoring of the self-piercing riveting process to provide non-destructive testing of the mechanical interlock.Author: Paul JohnsonSupervisors: J. D.Cullen, A. Al-Shamma’a, A. Shaw
Outline • What will we discuss? • what is riveting/self piercing riveting? • state of industry • current monitoring technologies • the problem and proposed solutions • the project so far • future work • questions and feedback
What is riveting? • fastener • threaded • non-threaded • types of riveting • hot • cold • machinery types nut & bolt nail • compression • impact • non impact (orbital) semi-tubular rivet
What is self-piercing riveting (SPR)? • cold riveting process • components of SPR cycle • die • punch • blankholder/nose • self-piercing rivet Robotic arm with c-frame and riveting toolset
What is self-piercing riveting (SPR)? • example of a SPR cycle • two materials are stacked • die beneath materials • punch and nose above materials • punch impacts rivet • rivet pierces top material • partially pierces the bottom material • die causes rivet flaring, forming mechanical interlock C-Frame with SPR Toolset Cross section of mechanical interlock
What is self-piercing riveting (SPR)? • main advantages of SPR • pierce and fasten in one operation • join dissimilar materials • join pre-coated materials • can join two or more layers of material • joins wide range of materials • self-sealing • leak proof joint • various head styles • high speed • no insertion hole • no material alignment • reduces assembly cost • does away with hazards of spot welding
What is self-piercing riveting (SPR)? • main limitations of SPR • access to both sides of the material is requires • sizeable robot payloads may restrict joint access • completed joint is not flat on both sides of the materials • rivet has a varying cost
State of Industry • joining techniques driven by • materials • increased automation • inspection techniques • progressed slower • technological limitations • Henrob • industry leader • clients include leading automotive manufacturers • offer hydraulic and electric servo SPR machines • Bollhoff • another industry leader • RIVSET system • process different rivets on one or two setting tools simultaneously • saves space • lowering costs
State of Industry • correct rivet setting • scrutinise the setting force against rivet displacement • example 1 • issue: rivet head is too low • potential problems: • wrong material • rivet too short • high setting force head too high • example 2 • issue: rivet head too high • potential problem: • wrong material • rivet too long • low setting force head too low
Current Monitoring Technologies • RivMon (from Henrob) • for impact riveting systems • touch screen • post diagnostic tool • compares sample data with reference data • sensor inputs RivMon • only used with Henrobs SPR systems • handheld device • RIVSET (from Bollhoff) • for impact riveting systems • large touch screen • detects errors by creating a force displacement curve • simplified error messages • detailed illustrated fault descriptions if required • backup process data via industrial PC • validates correct rivet RIVSET ABF • validates rivet presence Control Terminal • large control terminal / self contained cabinet
Current Monitoring Technologies • WatchDawg (from Orbitform) • part presence • list of measured and/or monitored parameters • workpiece present • workpiece correct height • forming tool present • minimum forming force achieved • maximum forming force experienced • variable rate of forming force • acquires data and compare it to reference data • to accept/reject cycles. • large control terminal / built into Orbitform machinery Orbitform System with WatchDawg Technology
Current Monitoring Technologies • WatchDawg (from Orbitform) • sample screen • peak force • end force • force profile graph • fault info screen • cycle time • tool height • first contact • peak force • cycle end • depth
Problem & Proposed Solution • Problems • post diagnosis • bespoke systems • mechanical failures not recognised • punch breakage • tumbled rivets • plugged dies • worn dies • machinery health • wear and tear • human error • loading wrong rivet
Problem & Proposed Solution • Proposed Solutions • versatile process monitoring system • can relocate hardware and sensors • improve current hardware • new sensors • camera / image processing • mechanical failures • punch breakage • tumbled rivets • plugged dies • worn dies • human error • loading wrong rivet • vibration sensor Velleman USB experiment • machinery health interface board • real-time error identification • sensors connected to PC using USB interface board • interfaces with a custom written process monitoring program • to collect/analyse data • flag any potential issues
The Project So Far • literature review • Delphi • basic process monitoring program prototypes • manual image processing module • interface with camera • scaling • edge detection • threshold Custom Image Processing Program • visited Henrob; industry leader • RivMon theory • RivMon demonstration • ordered a riveting machine • type 120 rivet setting machine • impact riveting machine / 3mm-5mm SPR rivets Type 120 rivet setting machine
The Project So Far • ultrasonic testing (UT) • very versatile means of NDT • uses high frequency sound energy • used to conduct examinations and make measurements
The Project So Far • UT advantages include • sensitive to surface and subsurface discontinuities • provides distance information • penetration depth for flaw detection/measurement is superior to other NDT methods • safe • only single-sided access is needed • fast response time • minimal part preparation required • it has high accuracy in determining reflector position and estimating size and shape • detailed images can be produced • easy to introduce automation • UT limitations include • surface must be accessible (to transmit ultrasound) • requires significant training • usually needs coupling medium to help transfer of sound energy into test specimen • linear defects oriented parallel to the sound beam may go undetected • reference standards are required for both equipment and material calibration
Future Work • Next • add existing sensors to rivet setting machine • ultrasonic testing • investigate additional sensors • Later • assessment each individual sensor • if meaningful data is obtained; include in monitoring program • each sensors will combine into a multiple sensor cluster • allowing limitations of one sensor is negated by the advantages of another