Download
1 / 33
410 likes | 524 Views
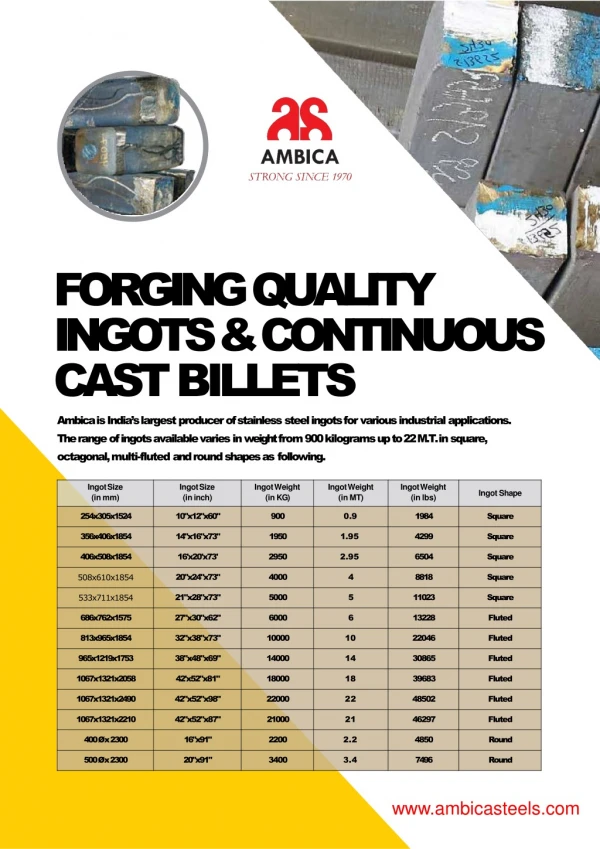
DEVELOPMENT, IMPLEMENTATION AND RESULTS OF LARGE BOTTOM POURED INGOTS AT ELLWOOD QUALITY STEELS. BJORN GABRIELSSON 1, RAYMUNDO ORDONEZ OLIVARES 2, BRENDAN CONNOLLY 3 ,DARRIN SCHWARTZ 3 , WILLIAM ZABEN 4 1 Ellwood Group, Inc. 2 Ellwood Material Technology 3 Ellwood Quality Steels

E N D
DEVELOPMENT, IMPLEMENTATION AND RESULTS OF LARGE BOTTOM POURED INGOTS AT ELLWOOD QUALITY STEELS BJORN GABRIELSSON1, RAYMUNDO ORDONEZ OLIVARES2, BRENDAN CONNOLLY3,DARRIN SCHWARTZ3, WILLIAM ZABEN4 1Ellwood Group, Inc. 2Ellwood Material Technology 3Ellwood Quality Steels 4Ellwood Engineered Castings
Outline • Background • New Castle, PA complex • Overview of Ellwood Quality Steels (EQS) • Clean steel production, low hydrogen • Mold and hot-top design for high quality large forging ingots • Design and development of ingots >50 Mton “HYBRID hot-top” • Production options of large ingots • Sandwich pouring • Development of new ingots >70 Mton • Results • Summary and conclusions
Background • Ellwood City Forge (ECF) required larger forging ingots to feed the new 45 MN open die press commissioned in 2008 • EQS heat size 47 Mton could not produce necessary 70 Mton ingot from a single heat to service industries such as: • Large tool steel blocks • Power generation • Transportation • Mining • Marine propulsion • North American Forgemasters (NAF) in 2012 decided to install 90 MN open die press that would handle up to 200 Mton ingots
Ellwood Quality Steels Melt Shop • Started up end 1985 • 50 Mton UHP EAF with EBT • 2X ladle furnace with EMS • 1X vacuum treatment station with combined Ar + EMS Stirring • 2X teeming bays • West teeming bay 24 – 47 Mton ingots by overhead crane • East teeming bay 2 – 24 Mton and 60 – 170 Mton ingots by overhead crane and teeming car
Ellwood Quality Steels Melt Shop • Key Performance Indicators 2016 • >8,000,000 Mton of high-quality forging and ring rolling ingot produced since start up in late 1985
Clean Steel Production • Complete separation of oxidized EAF melt down slag • Eccentric Bottom Tapping (EBT) • Slag raking at LF No. 1 • Strong precipitation deoxidation during EAF tapping • Minimal reoxidation during ladle refining • Complete liquid steel coverage with reducing slag • Electromagnetic stirring (EMS) • Elimination of reoxidation during bottom pouring • Ar-shrouded teeming stream with <0.5% O2 • High Al2O3mullite refractory hollow-ware • Complete teeming flux coverage of liquid surface during teeming • Separation of non-metallic inclusions during solidification • Big-end-up molds • Mold aspect ratio • Optimized hot-top
Hydrogen Removal • Vacuum treatment at <1.0 mbar • Combined EMS stirring and Ar-gas bubbling
Hydrogen Pick Up Hydrogen is sampled and analyzed for every heat once the liquid steel level reaches the hot-top
Critical Mold and Hot-top Parameters • Ingot aspect ratio (length/mean diameter) • Ingot taper (%) • Hot-top volume (% of total volume) • Hot-top insulation and application • Hot-top shape and fit to mold (continuous mold extension vs bottleneck design) • Bottleneck hot-top has several disadvantages • Bottleneck shoulder can be a trap for inclusions • Solidification front tends to close above last liquid to freeze
MAGMA Solidification Modeling • Niyama criterion used for quantitative evaluation of ingot quality • For steel critical value of Ny > 1, which indicates sound material free of microshrinkage • Ellwood uses Ny > 2.0 in order to clearly see the effect of mold and hot-top design changes
Design and Development of Ingots > 50 Mton… “Hybrid Hot-Top” • Development work focused on 70 Mton ingot • To be forged on 45 MN press in 2008 • Concept was to significantly improve on existing hot-top technology for superior performance
70 Mton Ingot Solidification Pattern for Standard and Hybrid Hot-top
Production of Large Ingots >50 Mton • How to get this large mold filled with liquid steel? • This is a huge challenge for any steelmaker when the ingot weight significantly exceeds the nominal heat weight • Operational logistics (SAFELY getting the liquid from the ladle into the mold) • Minimization of reoxidation • Minimization of hydrogen pick up
Quality Considerations for Various Teeming Processes “Interrupted Bottom Pour” was selected for the 70 Mton ingot
Infrared Camera View into Lower Laldle • Difficult to observe ladle-to-ladle shroud • Infrared camera installed to assist Steel Pourer with good view
Development of Even Larger Ingots up to 170 Mton • Simultaneous with engineering and modification to the teeming car three (3) new larger ingots were developed: • 90 Mton (2x ladles) • 127 Mton (3x ladles) • 170 Mton (4x ladles) • Hybrid hot-top was further optimized for each new ingot size to maximize good steel in ingot body
MAGMA Solidification Modeling for the Three New Larger Ingot Sizes 22 hrs 44 min 30 hrs 17 min 27 hrs 58 min
Results / Quality • Metallurgical evaluation of three 127 Mton ingots and one 170 Mton ingot as follows • FM forged to 3:1 reduction • Heat treated • Milled four sides and UT to 1.5 mm FBH or better • Hot-top crop including portion of good steel reforged 13:1 total reduction • Saw cut slices every 1% of original hot-top volume • Slice also taken in the ingot body
Carbon Segregation 3x 127 Mton Ingots 170 Mton Ingot
Oxygen Total 3x 127 Mton Ingots 170 Mton Ingot 170 MtonMicrocleanliness (ASTM E45) - Sulfur-containing grade, analysis at hot-top junction
Final Hydrogen NO hydrogen flaking of the forgings due to low hydrogen practice and proper post-forge thermal handling
Summary and Conclusions • Teeming of ingots >50 Mton has evolved from the interrupted pouring process to the sandwich pouring process at EQS. • High quality ingots of up to 170 Mton have been developed and produced at EQS. • Excellent internal steel quality thanks to consistent application of the following principles: • Fundamental metallurgical understanding of low hydrogen, clean steel production • Application of known critical parameters for design of ingot molds • Optimization of ingot and hot-top design through solidification modelling • Proprietary hybrid hot-top design with superior long term insulating performance