Download
1 / 34
350 likes | 391 Views
Learn about Extrusion Blow Molding process, materials, advantages, and future developments. Find out about parison formation, blow molding types, common materials used, and key processing parameters. Discover the advantages, disadvantages, competing processes, and how to reduce thickness variations.

E N D
Introduction • Extrusion Blow Molding is a process that can create hollow parts. There are two different industry segments that use Extrusion Blow Molding, packaging (bottles) and industrial (any parts that are not bottles).
To Read • Review Chapter 6.4.3 and 6.4.3.1 before beginning the lesson. • To Do • Take Quiz 8after this lesson and before scheduling Exam #3.
Topics • What is Extrusion Blow Molding • Continuous and Intermittent Extrusion Blow Molding • 3D Blow Molding • Common Materials and Key Processing Parameters • Advantages and Disadvantages of Extrusion Blow Molding • Competing Processes and Future Development
Introduction • Extrusion blow molding is a process that can make small to large hollow parts quickly. • The products range from less than 1 oz up to 1000 gal
Some current products: • Containers • Gas Tanks • Toys • Seat Backs • Air Ducts • 55 gal Drums
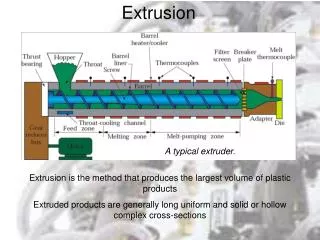
The process starts with the formation of a hollow tube of plastic, called a parison. • The tube is extruded downward until it extends past the bottom of the mold. • The mold then closes on the parison..
Air is introduced into the parison via a blow pin at the top of the part or a needle in the middle of the part, inflating the plastic and pushing it against the mold sides. • The part cools in the mold. • The part is ejected from mold.
Continuous Extrusion Blow Molding • The parison is continuously extruded throughout the cycle. • It can only be used with materials that have good melt strength. • It also can only be used for short cycle times.
Intermittent Extrusion Blow Molding • The plastic material that is extruded is stored in an accumulator. • When the mold opens, the accumulator pushes the material out of the die to form a parison. • It is used for parts with long cycles and materials with low melt strength.
3D • It is used for parts with complicated tubular geometry. • It is used with intermittent extrusion blow molding. • Can be used with multiple materials (Co-Extrusion). • Usually an elastic material with a rigid material.
There are two ways to get air into the parison. • Blow pins are used to bring the air in on the parting line of the mold. • In bottles, it is inserted through the neck. • Blowing needles are used to create very small holes in a part. Such pins can be located anywhere in a mold.
The plastic material expands through its thickness as it exits the die. This is called die swell. • It expands because of plastic memory. The plastic material is squeezed as it goes though the land in a blow molding die. • As it exits, it wants to go back to the shape it had before it went through the land.
During the formation of the Parison, it gets longer and heavier. As it gets heavier, gravity starts to extend the Parison. This is called Parison Sag. • This creates an uneven wall thickness in the Parison.
Materials with High Melt Strength are needed in Extrusion Blow Molding to reduce the amount of Sag (and excess thinning) in the Parison. • Lower barrel temperatures than Injection Molding are used to increase viscosity. • Wide Spec/Higher Molecular Weight grades are used to give the parison more strength to hang without tearing or excessive sagging.
Common Materials • Olefins (Polyethylene, Polypropylene)
Common Materials • Thermoplastic Elastomers (TPEs)
Common Materials • Polycarbonate
Common Materials • PVC
Key Processing Parameters • Melt Temperature – Changes the viscosity of the material. • Extruder Speed – Determines the speed that the parison is made. • Blow Time – Although blowing forms the product, holding the pressure on the product keeps it in contact with the mold and increases the cooling.
Key Processing Parameters • Blow Pressure – Helps to pick up surface detail in the mold. • Parison Drop Time – How long the parison hangs and stretches before the mold closes. • Parison Programming – Creates local thickness changes in the parison. • If the parison is off-center, it will cause thickness variation around the circumference of the part.
Process Advantages • Molds are inexpensive vs. injection molding. Since molding pressures are much lower, tooling can be produced in aluminum. • Irregular geometry can be easily molded if the mold can open without destroying the part. • There is the ability to combine several components into one part. • The inside volume of the part can be filled with foam while the mold is still closed.
Process Advantages - Co-extrusion • By using specialized polymers, better barrier properties can be had. • Recycled materials can be layered in the middle. • Less costly materials can be used in a layer to reduce the part’s cost.
Process Disadvantages • There are problems filling corners and deep sections because the parison will be stretched too thin. • In injection molding, the part is cooled and constrained by two sides of the mold. With extrusion blow molding, the part only touches the mold on one side. This helps to create wider tolerance than is seen with injection molding.
Process Disadvantages • On long flat surfaces there is a tendency for the flat surfaces to warp. • To ensure proper filling and a strong weldline, the parison is extruded larger than the tool. Hence, there is always some flash created as excess material is squeezed between parting lines during the blowing operation.
Process Disadvantages • Secondary operations are always needed to remove flash. Holes and other features are put in after the part is removed from the mold. • There is wall thickness variation because of parison sag and part shape. The parts tend to be thinner at the top because of sag. When the parts have a bigger local diameter, the parts will be thinner in the thicker regions. The further the parison has to travel; the thinner it gets.
Disadvantages • Any surface defect that result from the extrusion of the parison or sweating of the mold will cause surface appearance problems on the part. • If there is a change in parison thickness or if the pinch-off is not designed correctly, there could be a weak weld leading to part failure.
Competing Processes • Injection Molding • Hollow parts can be made, but they must be molded in halves and assembled. The parts will have constant wall thickness and tighter tolerances. • Rotational Molding • Parts will have more uniform wall thickness, but will have a looser tolerance.
Competing Processes • Twin Sheet Thermoforming • Parts will have an external seam/weld. • Injection Blow Molding • Parts will not have a weld, have better surface finish, and tighter tolerances, but cannot be produced as large or as structural.
Future Development • Extrusion Blow Molding is looking at converting parts or products, that have two components that are assembled together, to one Extrusion Blow Molded part. Because Extrusion Blow Molding is a hollow part process, both sides of a product can be molded together.