Download

1 / 20
210 likes | 758 Views
KASTURI FOUNDRY PVT . LTD . ASHTA. AGNIPANKHA. CUMMINS COVER LINE. KASTURI FOUNDRY PVT . LTD . ASHTA. AGNIPANKHA. QUALITY CIRCLE. GROUP NAME :- “ AGNIPANKH A ” FACILITATORS :- Mr. J. N. Shikalgar.

E N D
KASTURI FOUNDRYPVT. LTD. ASHTA. AGNIPANKHA CUMMINS COVER LINE
KASTURI FOUNDRY PVT. LTD. ASHTA. AGNIPANKHA • QUALITYCIRCLE • GROUPNAME :- “ AGNIPANKHA” • FACILITATORS:- Mr. J. N. Shikalgar. Mr. S. D. Mane. • GROUPLEADER:- Mr. R. R. Goud.
STEERING COMMITTEE OF QUALITY CIRCLE KASTURIFOUNDRYPVT.LTD. ASHTA. CEO Managing Director N. P. ZANVARSO AGNIPANKHA • Co - Ordinator ( Foundry) • Mr. S. C. Sambhare • Mr. A. V. Yewale • Co - Ordinator ( M/C Shop) • Mr. M. S. Niramale • Mr. N. Y. Jadhav • Group Leader • Mr. R. R. Goud • Facilitators • Mr. J. N. Shikalgar • Mr. S. D. Mane CIRCLE MEMBER 1) Sanjay Patil 2)Jitendra kinikar 3) Ranjeet Kore 4) Vinod Mane 5) Kuntinath Bele 6) Kishor Kole 7) Lalaso Mullani 8) Siraj Tamboli
KASTURIFOUNDRYPVT. LTD. ASHTA. SUBJECT 1- TO REDUCE SIZE VARIATION & REJECTION AGNIPANKHA Ø203. 162 - SIZE VARIATION & Ø203. 162 – UNDER SIZE
KASTURIFOUNDRY PVT. LTD. ASHTA. REJECTION ANALYSIS OF OCT. 2010 AGNIPANKHA GEAR COVER - 3069025 DATE - 05/11/2010
KASTURIFOUNDRYPVT. LTD. ASHTA. DETAIL REJECTION ANALYSIS OF OCT. 2010 AGNIPANKHA GEAR COVER - 3069025 DATE - 05/11/2010
KASTURIFOUNDRYPVT. LTD. ASHTA. REJECTION ANALYSIS OF NOV. 2010 AGNIPANKHA GEAR COVER - 3069025 DATE - 02/12/2010
KASTURIFOUNDRYPVT. LTD. ASHTA. DETAIL REJECTION ANALYSIS OF NOV. 2010 AGNIPANKHA GEAR COVER - 3069025 DATE - 02/12/2010
KASTURIFOUNDRY PVT. LTD. ASHTA. REJECTION ANALYSIS OF DEC. 2010 AGNIPANKHA GEAR COVER - 3069025 DATE - 04/01/2011
KASTURIFOUNDRYPVT. LTD. ASHTA. DETAIL REJECTION ANALYSIS OF DEC. 2010 AGNIPANKHA GEAR COVER - 3069025 DATE - 04/01/2011
KASTURIFOUNDRY PVT. LTD. ASHTA. Rejection Percentage AGNIPANKHA %
KASTURIFOUNDRY PVT. LTD. ASHTA. Size Wise Rejection Analysis AGNIPANKHA
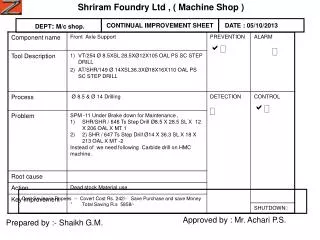
KASTURIFOUNDRYPVT. LTD. ASHTA. Preventive Action AGNIPANKHA REASON -Insert RCMX 6R Is Currently Used As A Proper Cutter. It Will be Wear Out After 02 Jobs, Therefore Size Variation Will Be Occured & In Case Of Large Size Variation Job Will Be Rejected. ACTION- Insert TNMA 0.8R Is Used Instead Of Old Insert RCMX 6R. & To Give 0.2 Diametrically Load Cut In That Case It Will Be Observed That The Size Variation Is Maintain At 15-20 Jobs & Rejection Will Be Reduced.
KASTURIFOUNDRYPVT. LTD. ASHTA. INSERT DETAILS AGNIPANKHA RCMX – 6R TNMA – 0.8R Manufacturing – Larson & Turbo Size Variation – 2 TO 3 Jobs. Cost - 200.00 Rs. Manufacturing – WIDIA Size Maintained – 15 TO 20 Jobs. Cost - 87.88 Rs.
KASTURIFOUNDRYPVT.LTD.ASHTA. • SUBJECT 2 - TO REDUCE CUTTER PATH • TOOL MARK ON GASKET FACE. AGNIPANKHA TO REDUCE CUTTER PATH TOOL MARK ON GASKET FACE
KASTURI FOUNDRY PVT. LTD. ASHTA. Cutter Movement AGNIPANKHA Before Changing Cutter Path After Changing Cutter Path
KASTURI FOUNDRY PVT.LTD.ASHTA. Preventive Action AGNIPANKHA REASON - In The Case Of Gasket Face Milling Cutter Mark Is Obtained Due To Cutter Movement. & The Result Is Job Will Be Leak At a Gasket Face Therefore Job Will Be Rejected. ACTION - In That Case, Cutter Path Will Be Change To Next 10 Jobs & It Will Be Observed That The Cutter Mark Is Slightly Reduced & The Leakage Percentage Is Less Also The Rejection Will Be Less.
KASTURIFOUNDRY PVT.LTD.ASHTA. AGNIPANKHA