Download
1 / 19
190 likes | 436 Views
In-mould gel-coating with a separator layer. Zoltán Gombos and John Summerscales Plymouth University, UK. Gel-coat. Many applications require a separate surface finish for cosmetic and/or durability reasons. This coating, known as the gel-coat, is normally applied to the mould tool

E N D
In-mould gel-coatingwith a separator layer Zoltán Gombos and John Summerscales Plymouth University, UK
Gel-coat Many applications require a separate surface finish for cosmetic and/or durability reasons. This coating, known as the gel-coat, is normally applied to the mould tool before the structural laminate is moulded. Gel coats should be 0.5-0.6 mm thick [Scott Bader Crystic Polyester Handbook]
Gel-coat application • by hand-painting or spray onto the open mould. • The process releases volatile organic compounds (VOC) into the workplace and the environment. • by mould-opening and flow into the space • horizontal surfaces increase by the required distance • vertical surfaces see no increase in space
Drivers • Styrene Producers Association hasrecently recommended implementinga 20ppm limit that ensures employee safety. • “ultra-low styrene content spray gelcoat”reported to have achievedan average styrene concentration of 22.3 ppm relative to 54.3 ppm for a “standard gelcoat”
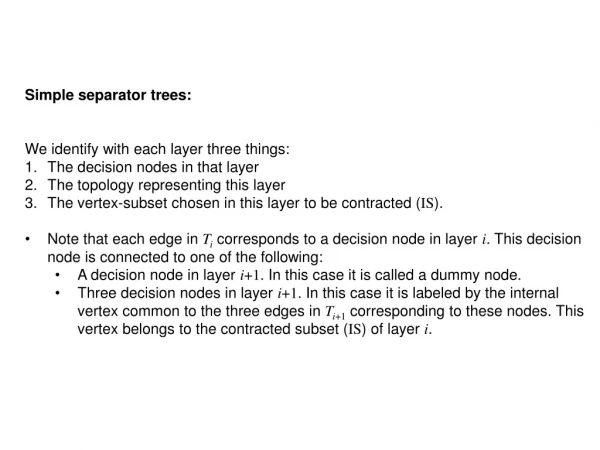
New in-mould process • applicable to RTM, RIFT and similar processes • mould cavity divided by a separator layer • separator has texture to • provide stand-off from mould surface • enhance physical bond to laminate and gel-coat • IPR published as British Patent GB 2 432 336A
IMGC concept • as for RTM, but with two injection ports:
Trilaminate separator layer • two textiles facesbonded either side of • an impermeable membrane • textile provides: • keying to laminate • defined space for gel-coat • membrane: • separates two resin systems
Reference cases for IMGC • Hand-Painted Gel-Coat (HPGC) • In-Mould Surfacing (IMS) • Removable silicone shim • AR Harper, Production of composite mouldingsPatent WO2013/132211A1, 12 September 2013.
Processes • flat plates • simulated resin transfer moulding (RTM)between two glass plates with central injection points • double opposed tetrahedron mould
Materials used • AHCL Alan Harper Composites Limited, Saltash, United Kingdom. • Ccot Centro Tessile Cotoniero E Abbigliamento SpA, Busto Arsizio, Italy. • DeIJ De IJssel Coatings BV, Moordrecht, The Netherlands. • DSM DSM (formerly Dutch State Mines), Heerlen, The Netherlands. • SB Scott Bader, Wellingborough, United Kingdom. • SGV Saint GobainVetrotex, Litomyšl, Czech Republic
Characterisation • flow to complete fill • aesthetic finish • WaveScan Distinctness of Image (DOI) • instantaneous styrene vapour levels • PhoCheck Tiger Photo-Ionisation Detector (PID)with a 10.6 eV lamp set at 0.349 for styrenereferenced to the isobutylene (C4H8, CAS 115-11-7) calibrationbelow 3000 ppm at 20°C and 90% RH • gel-coat pull-off adhesion strength • EN ISO 4624:2002 standard procedures
Aesthetic finish high DOI is good maximum DOI is 96
Pull-offadhesiontests • EN ISO 4624:2002
Pull-off adhesion strengths target levels minimum 8 MPa ideally > 20 MPa typical industrial parts 16-20 MPa failure for IMGC occurs at separator layer interfaces:
Double tetrahedron mould tool • Separator fabric will not conform to complex shape
Conclusions • all processes capable for flat plates • IMGC cannot (yet) handle complex shapes • need more conformable separator layer • need greater cohesion within separator layer • closed mould gel-coatingsignificantly reduces styrene levels
Acknowledgements This research was funded by the European Union's Seventh Framework Programme managed by REA-Research Executive Agency ([FP7/2007-2013] [FP7/2007-2011]) under grant agreement number FP7-SME-2011-1-286520.
Thank you for your attention • any questions ?