Download
1 / 25
280 likes | 433 Views
NSTX-U. Supported by. NSTX Centerstack Fabrication Status. Coll of Wm & Mary Columbia U CompX General Atomics FIU INL Johns Hopkins U LANL LLNL Lodestar MIT Lehigh U Nova Photonics Old Dominion ORNL PPPL Princeton U Purdue U SNL Think Tank, Inc. UC Davis UC Irvine UCLA

E N D
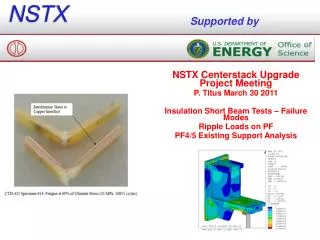
NSTX-U Supported by NSTX Centerstack Fabrication Status Coll of Wm & Mary Columbia U CompX General Atomics FIU INL Johns Hopkins U LANL LLNL Lodestar MIT Lehigh U Nova Photonics Old Dominion ORNL PPPL Princeton U Purdue U SNL Think Tank, Inc. UC Davis UC Irvine UCLA UCSD U Colorado U Illinois U Maryland U Rochester U Tennessee U Tulsa U Washington U Wisconsin X Science LLC Culham Sci Ctr York U Chubu U Fukui U Hiroshima U Hyogo U Kyoto U Kyushu U Kyushu Tokai U NIFS Niigata U U Tokyo JAEA Inst for Nucl Res, Kiev Ioffe Inst TRINITI Chonbuk Natl U NFRI KAIST POSTECH Seoul Natl U ASIPP CIEMAT FOM Inst DIFFER ENEA, Frascati CEA, Cadarache IPP, Jülich IPP, Garching ASCR, Czech Rep James H. Chrzanowski and the NSTX Upgrade Team Princeton Plasma Physics Laboratory NSTX Upgrade Project Office of Science Review LSB B318 December 11-12, 2012
Progress Since Last Review • A great deal of work and accomplishments have been achieved since the last review. • TF Conductor Sub-assembly procurement is proceeding smoothly • Soldering of cooling tubes in TF conductor (Full TF Bundle) is nearly complete • Centerstack Casing fabrication is nearly complete • Coil manufacturing area for Centerstack is in full operation • Final tooling fabrication and procurement for OH is underway • OH and PF conductor has been completed • Completed testing of the Aquapour • Outer TF Coils procurement has been awarded • Inner PF coil contract requisition has been submitted • Delivery of Centerstack Assembly is scheduled for February 2014
General Arrangement Umbrella Structure TF Flex Bus and Support Structure Centerstack Assembly Major Centerstack Components Outer TF Coils Vacuum Vessel
TF Conductor Assembly • Major Tool and Edison Welding Institute are manufacturing the TF conductor assemblies. • Initially a slow start due to the final development of the Friction Stir Welding (FSW) procedures and the necessary NDT testing, but production is now moving smoothly. • 36 conductors required for the full TF bundle have been delivered • Quadrant #5 conductors in January • Quadrant #6 conductors in February.
TF Solder Operations • From Solder Trials to Operations: • Solder trials were successfully completed at PPPL with assistance of a Solder Consultant • Solder operations are now moving along smoothly • 29 conductors have already been soldered • Materials: • Solder paste- 96.5 Sn /3.5 Ag w/ GMS based “R” flux [Glyceryl Mono-stearate, Terigitol (a detergent) and Cyclohexlamine Hydro-bromide] • Solder Temperatures: • Liquidus ~221º C (430º F) • Soludus~ 246º C (475ºF) • TF solder temperature~ 270-300 degrees C to ensure wetting
Area Setup- TF Fabrication VPI Station
Safety Involvement • The fabrication & assembly of the Centerstack is being performed by PPPL personnel at the laboratory. • Safetyis an important part of the PPPL culture • Safety is incorporated in all aspects of the development program- carryover to production • Industrial Hygiene(IH) has participated in the planning and setup of the coil area • Job Hazard Analysis (JHA’s)are being developed for each procedure • Procedures: Clearly identify safety precautions for specific operations • Personnel protective equipment(PPE’s) being used • Involvement of all safety groups
Tooling Fabrication and Procurement • Inner TF Bundle- Tooling and Fabrication • Operations are moving ahead smoothly • All stations are in full operation • Post solder bake √ • Sandblast √ • Priming and cure √ • Application of turn insulation √ • Install conductors in mold √ • Align conductors and complete assembly of mold- In process • Awaiting lid for Quadrant mold • Vacuum Pressure Impregnation of TF Quadrant- January 2013 • Full TF bundle mold has been awarded to Reno Machining- delivery in late January
TF Conductor Preparation Post Solder Bake Sandblasting Turn Insulation Priming
TF Quadrant Assembly • Install conductors into mold
VPI Operations • Developed procedures and tooling for VPI operations • Trial VPI was successful
NSTX-U Center Stack Coils VPI Cycle [CTD-425] 140 140 130 130 120 120 110 110 100 100 90 90 80 80 70 70 60 60 50 50 40 40 30 30 20 20 10 10 0 0 30 52 62 45 24 75 Temperature degrees C Temperature degrees C 10 hours 170 170 160 160 Ramp up 7 hours @ 10 ° C per hour Ramp down 13 hours @ 10 ° C per hour 150 150 Post Cure Time 15 hours Ramp up 6 hours @ 10 ° C / hour Ramp up period Ramp down Period Cure Time 24 hours Ramp up period Coil Fill Period [Fill/soak & remove lines] Hours 0
Full TF Mold • The full TF mold is being manufactured by Reno Machine (Conn.) – • PPPL is planning a visit in December • Scheduled for February delivery
Tooling Fabrication and Procurement • OH Solenoid- tooling • OH copper conductor has been received • OH conductor sandblasting & priming requisition in system • Induction braze station OH braze joints- is being commissioned • OH joint braze qualification program will begin in January • Tension unit & taping machines are in fabrication • OH Mold will be out for bids in January
OH Winding Station Induction braze station (Complete) OH winding support tooling complete Tension unit being fabricated in house Taping machines complete Turning fixture delivered
Testing of Aquapour for Center Stack Fabrication • Rolled Aluminum Cylinder wrapped with epoxy/glass insulation represents TF Bundle • Maintains true TF OD and clearance space at top and bottom • Will use actual mold segments and alignment pins • Tested: • 1. Filling of Aquapour √ • 2. Curing of Aquapour with heating blankets √ • 3. Washing Out of Aquapour √
Centerstack Casing • The Centerstack Inconel casing is being manufactured by Martinez & Turek located in California. • They have been making good progress • PPPL visited facility in November just prior to final welding • Delivery is scheduled for December 2012
Centerstack Casing 3.4 3.4 5.8 5.8 • Upon arrival of the casing 500 Inconel studs will added to the outside surfaces (original casing shown below) • 696 Tiles with diagnostics will then be mounted
Plans Forward for Centerstack Components • Inner TF Bundle • VPI first Quadrant- January 2013 • VPI Full Bundle- May 2013 • OH Solenoid • Begin winding OH solenoid-July 2013 • VPI OH Solenoid- October 2013 • Centerstack Casing • Delivery is scheduled for December 2012 • Centerstack Assembly- • Final assembly will occur between November 2013 to February 2014 • Developing Assembly procedures
Plans Forward- continued • Inner Poloidal Field Coils • Requisition has been submitted to procurement- RFQ • Delivery summer 2013 • TF buss and support components • Purchase Order has been placed with Zenox Corp. (TF Flexes) • Super-nuts in procurement February 2013 • OTF Lead extensions (January procurement) • Deliver completed Centerstack Assembly - February 2014 MT Torque-nut™ Flex-Bus (Cu-Cr-Zr)
Outer TF Coils • The contract for fabricating (2) Outer TF coils was awarded to Everson-Tesla. • Soldering of the cooling tubes has started • February 2013 delivery
Conclusion • The risks associated with the production of the TF conductors have been addressed (Major Tool/Edison Welding) • The soldering trials have been completed and production nearly complete (Retired risk) • The TF bundle manufacturing facility is in full operation • Awaiting delivery of molds and completion of procedures • The R&D and procedures for VPI are complete & first VPI is scheduled for January • The Aquapour trials are complete • Tooling for the OH solenoid is being fabricated • The OH conductor sandblast/priming contract is awaiting bids • The Inconel casing is scheduled for delivery in December • Contract for the OTF has been awarded • Requisition for Inner PF coils is in procurement • The production of the Centerstack Assembly has begin