Download
1 / 25
250 likes | 376 Views
AM dagen 2013-09-19 SLS / SLA / Vakuumgjutning Leif Norman. Vad är Fri-Forms-Framställning ?. Finns många olika FFF-tekniker (3D skrivare) Utgår alltid från 3D-CAD / Modell Tillverkning sker verktygslöst Additiv tillverkning i lager på lager Enkelt att bygga komplexa geometrier

E N D
AM dagen 2013-09-19 SLS / SLA / Vakuumgjutning Leif Norman
Vad är Fri-Forms-Framställning ? • Finns många olika FFF-tekniker (3D skrivare) • Utgår alltid från 3D-CAD / Modell • Tillverkning sker verktygslöst • Additiv tillverkning i lager på lager • Enkelt att bygga komplexa geometrier • Kort genomloppstid • Anväds ofta för prototypframställning
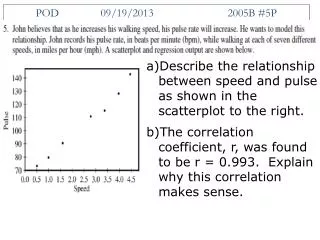
Varför modeller / prototyper ? Bra beslutsunderlag • Visualisera • Funktionstesta • Marknadsföra • Minimera risken för ändringar i serieverktyg Skapa förutsättningar för lönsamma produkter
Hur ska jag välja rätt teknik ? • Detaljen och dina krav styr val av FFF-teknik • Storlek ? • Godstjocklek ? • Måttnoggrannhet ? • Ytor ? • Mekaniska egenskaper ? • Livslängd ? • Pris ?
SLS - Selective Laser Sintering • Några tekniska data • Laser Koldioxid (värme) • Material: PA, PA+GF, (PA+Al, PP, PS) • Skikt: 0,10mm(0,125, 0,15) • Byggtid: Oftast ca 20-120 sek/skikt • Laserdiameter: ca 0,5 mm • Byggvolym: 330 x 280 x 400mm 320 x 320 x 600mm
SLS - Fördelar Måttnoggrannhet2768-1 medel för mått över 6mm2768-1 grov för mått mindre än 6mm Mekaniska egenskaper (”som formsprutat”) Temperaturtåligt (PA smälter vid över 180 grader) Nötningsbeständigt Bra kemikalieresistens Flexibelt (PA -> snäppen, skruvförband) Styvt (PA+GF ca 2,5 ggr styvare än PA) Bra långtidsegenskaper Lätta att limma Bygger utan stödstruktur Jämn kvalitet på alla ytorInneslutna volymer (rör etc.)
SLS – Att tänka på Kornig ytaPorer i materialetGår ej putsa slät (fiberresning)Sprutspackling krävs innan finputsPA+GF bättre yta än PA Värmebaserad processPlana ytor tenderar att slå sigKräver tid för avsvalning Drar åt sig fukt Tappar i böjmodul (styvhet)Blir segare (mindre spröd)
SLS – Användning Funktionstesterkrav på mekaniska egenskaper över tid Fixturer ex. montering i krävande miljöer (fabriker) SerieproduktionSmå detaljerSmå serierKomplex geometri”Omgående leverans”
SLS – Ekonomi AllmäntKräver väldigt lite handpåläggningOfta väldigt bra samkörningseffekterKostnadseffektivt vid stor massa (kr/volym) Vid serieproduktionKräver ingen verktygsinvesteringKan levereras i princip omgåendePåverkas inte eller marginellt vid ändring
SLA - Stereolitografi • Några tekniska data • Laser:UV-laser • Material:Epoxibaserad fotopolymer (i vätskeform) • Skikttjocklek: 0,025-0,15mm (vanligast är 0,10mm) • Byggtid: Normalt ca 20-120 sek/skikt • Laserdiameter: ca 0,1-0,4mm • Byggvolym: 500 x 500 x 400mm
SLA - Fördelar Måttnoggrannhet 2768-1 fin för mått över 6mm 2768-1 medel för mått mindre än 6mm Allmänna fördelarFinns transparenta material HomogentFina ytorLätta att putsaIngen värme i processen - Snabbare leverans än SLS - Slår sig inte vid plana geometrier
SLA – Att tänka på Stödstruktur / supportByggs med stödstruktur som ger ”noppig” yta UV-ljusÅldras förhållandevis snabbt när de utsätts för ljus FuktVissa material är känsliga för fukt TemperaturkänsligaDe flesta materialen klarar ej över 40-60 grader SammanfogningSvårt att limma (kan ”svetsas”)
SLA – Användning FunktionstesterOfta små geometrier med krav på hög måttnoggrannhet och eller släta ytor Fixturer Med höga krav på måttnoggrannhet ”Mässmodeller”Snygga modeller med höga krav på finish och delningslinjer etc. MastermodellerFör avgjutning (formtillverkning)
SLA – Ekonomi AllmäntKräver handpåläggningSamkörs enbart på ytan (ej på höjd)Inget material till spillo (utöver supportmaterialet) Jämfört med SLSVid enstaka detaljer lite dyrare än SLSVid många detaljer ökar prisskillnadenStora plana geometrier kan bli billigare än SLS
Vakuumgjutning • Gjutning av detaljer i vakuumkammare • Oftast i silikonverktyg (formar) • Hårda frästa verktyg förekommer
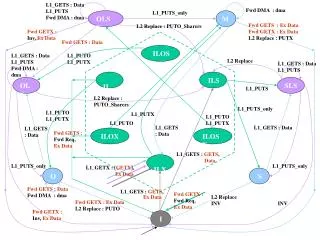
Vakuumgjutning - Process Detaljtillverkning Verktygstillverkning FFF-modell (vanligtvis SLA) Putsa och lacka mastermodell Limma på avluftningar och ingöt Tejpa delningslinje Gjut in master i silikon Härda form i ugn Dela formen/verktyget Värm upp form (70º) Fyll form med PUR i vakuum Låt detalj härda i form (70º) Detalj klar efter 30-300min Dela form, ta ut detalj Rensa och sätt ihop form Bearbeta detaljer
Vakuumgjutning - Allmänt • PUR (Polyuretan) • Många olika kvaliteterSimulerar en mängd olika termoplaster ABS, PC, PP, TPE m.fl. • Möjlighet till olika strukturytorBlank, matt, slät, ”gnistad”, polerad • Stora detaljerUpp till ca 1000x1000mm Vikt upp till 4-5 kg • Kan infärgas • Kan dubbelgjutasOlika material (ex. hårt / mjukt ) Ingjutning av andra detaljer (förstärkningar, gänginsater etc.)
Vakuumgjutning - användning • Funktionstester- Mtrl med egenskaper nära planerat produktionsmaterial • Införsäljning- Visa utseende och egenskaper • Serietillverkning- Ofta lite större detaljer i mindre serier
Vakuumgjutning – Ekonomi AllmäntStartkostnad (Mastermodell och silikonform)Kostnadseffektiv vid ett ”större” antal (jämfört med FFF)
När är vad bäst? • PUR modeller lämpar sig bättre än SLS / SLA:När det är viktigt med mekaniska egenskaper närmare tänkt slutmaterial När detaljerna ska se ut som serieprodukten.Vid (fler än 2-5) detaljer med fin ytfinish. • SLS / SLA lämpar sig bättre än PUR:När man har extremt kort om tidNär det är enstaka • När det är väldigt smått
Varför SLS, SLA och Vakuumgjutning ? • Rätt beslutsunderlag för att snabbt och säkert komma ut på marknaden med en felfri produkt !
Tack för visat intresse ! Leif Norman