Download
1 / 16
200 likes | 609 Views
Measurement System Analysis (MSA). Discussions at CSIR S.A. 28-07-2005. Measurement System. Sources of Variations. Manufacturing Process. Input Material. Process design. Product Design (Tolerancing). Environment. Measurement. Machine. Tooling. Parameter variation. Method

E N D
Measurement System Analysis (MSA) Discussions at CSIR S.A. 28-07-2005
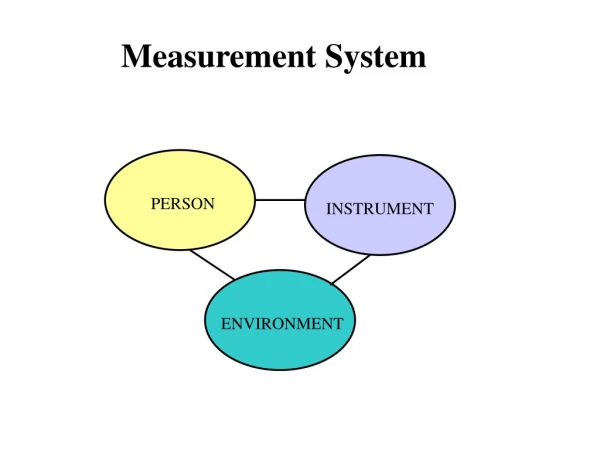
Measurement System Sources of Variations Manufacturing Process Input Material Process design Product Design (Tolerancing) Environment Measurement Machine Tooling Parameter variation Method variation Processing material
Fundamental Properties of a GOOD measurement system • ADEQUATE SENSITIVITY – 10 TO 1 RULE – Instrument ACCURACY (and therefore Least Count) should divide the tolerance ( or process variation) into 10 parts or more – practical minimum point for gauge selection • Measurement system ought to be in statistical control – presence of only common causes of variation and not the special causes • Variation of measurement system must be small compared to specification limits or process variation (6-sigma) – more PRECISION
U : UNCERTAINITY RANDOM UNCERTAINITY – FOUND THRU CALIBRATION SYSTEM UNCERTAINITY – OF MASTER TOTAL UNCERTAINITY – SQRT( RU*RU + SU*SU) U = 0.0001 RU = 0.0001 NATIONAL STANDARD U = 0.001005 RU = 0.001 LABORATORY STANDARD WORK STANDARD RU = 0.01 U = 0.01005 GAUGE FOR INSPECTION / TESTING RU = 0.05 U = 0.05099
Process Capability Lower Spec. Limit Upper Spec. Limit 6 Tolerance = T Process Capability = T / 6 > 1.33 Means, 6 < (0.75*T)
ERROR identified through Calibration Process Impact of Uncertainty Lower Spec. Limit Upper Spec. Limit Uncertainty 6 Process Tolerance = T
Questions • Can an ISO/TS 16949: 2002 certification program ensure systems and processes which deliver products which conform to a technical specification? • Yes, TS SCOPE, point # 1.1, states… • This international standard specifies requirements for a quality management system to demonstrate ability to CONSISTENTLY provide PRODUCT that meets product, customer and regulatory requirements • Requirements specified in standard are complementary to product requirements • Emphasis on PROCESS DESIGN to deliver conformance to product specifications CONSISTENTLY …. Focus on REDUCTION IN VARIATION by asking ongoing capability evaluation…including measurement systems’ variation, which an process engineer must evaluate during development • Product and process approval is a requirement throughout SUPPLY CHAIN, which includes elements such as FMEAs, Control Plans, SPC & MSA
Questions • Are customer specific MSA requirements addressed in ISO/TS 16949: 2002 audits? • Yes, the scope of certification includes ISO/TS-16949 + CUSTOMER SPECIFIC REQUIREMENTS • ISO/TS 16949:2002, • POINT # 0.5 : Goals of this Technical Specification, Para #2 • This Technical Specification, coupled with applicable customer specific requirements, defines the fundamental quality management system requirements for those subscribing to this documents. • Most of the subscribing customers (OEMs asking vendors to get registered to TS 16949) ask usage of AIAG MSA MANUAL
Questions • To what degree are customer specific MSA requirements addressed in ISO/TS 16949: 2002 audits? • Audits wrt TS-16949 are planned considering business processes identified by organization to meet the product and customers needs and expectations, calibration and MSA is one of such processes • ISO/TS-16949:2002 (Point # 7.6.1: Measurement System Analysis) • Statistical Studies SHALL BE conducted to analyze the variation present in the results of EACH TYPE of measuring and test equipment system. • The requirement shall apply to measurement systems REFERENCED IN THE CONTROL PLAN • The analysis methods and acceptance criteria used SHALL confirm to those in CUSTOMER REFERENCE MANUALS on measurement systems analysis
Questions • Would ISO/TS 16949:2002 auditors benefit from additional training in Measurement System Analysis? • Certainly Yes. Rather it’s a REQUIREMENT. Otherwise how could they assess suitability and impact of MESUREMENT SYSTEM ERRORs on products’ quality? • Auditor Qualification requires…. • 6 years prior experience in AUTOMOTIVE, out of which 4 years in Quality • Qualification Course contents and examination includes CORE TOOLS – APQP, PPAP, FMEA, SPC, MSA, etc • Ford & GM specific requirements demand even the internal auditors shall be trained and evaluated wrt knowledge on core tools including MSA.
Who conducts the MSA? (supplier/OEM?) • The user of measurement system shall conduct the MSA • Are FOP, (first of production), tests conducted? • Review is Must, if necessary do it! • Who is responsible for conducting these tests, OEMs or suppliers? • Of course the manufacturer (supplier) • Who is responsible for evaluating that the measurement system is capable of performing the required measurements with the desired level of accuracy? • Of course the manufacturer (supplier) • Do these tests form part of the control plan? • Yes, they have to be! • Is the understanding that an MSA addresses the measurement accuracy of a measurement system or merely its repeatability/reproducibility? • It addresses both – location (accuracy) and variation (precision)