Download
1 / 130
1.39k likes | 2.39k Views
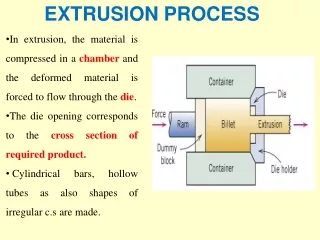
EXTRUSION. EXTRUSION: Continuous Process In principle, the plastic raw material is plasticated by means of a screw plastication unit and the molten material is continuously pumped out through a standard orifice (die) in order to take the shape and then the shape is set by cooling/sizing system.

E N D
EXTRUSION CORPORATE TRAINING AND PLANNING
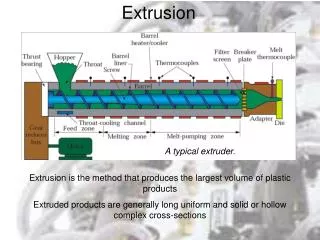
EXTRUSION: • Continuous Process • In principle, the plastic raw material is plasticated by means of a screw plastication unit and the molten material is continuously pumped out through a standard orifice (die) in order to take the shape and then the shape is set by cooling/sizing system. • Example:Film,Pipe,Tube, Profile, Monofilament, Box Strapping etc. CORPORATE TRAINING AND PLANNING
CLASSIFICATION OF EXTRUDERS 1 Batch – Type 1.1 Ram Extruders 1.2 Reciprocating screw extruders 2 Continuous –Type 2.1 Screwless Extruders 2.1.1 Disk Extruders 2.1.2 Drum Extruders 2.1.3 Other Extruders 2.2 Screw Extruders 2.2.1 Single-Screw Extruders (SSE) 2.2.2 Twin-Srew Extruders (TSE) 2.2.3 Multi-Screw Extruders CORPORATE TRAINING AND PLANNING
SINGLE SCREW EXTRUDER CORPORATE TRAINING AND PLANNING
Single Screw Extruder Parts & its functions Screw Pump : Combination of Screw & Barrel Hopper : Funnel like device, mounted on Hopper throat. Holds a constant reserve of material. Barrel : Cylindrical housing in which the screw rotates. Hopper Throat : Circular opening at the feed end through which the material enters the screw pump. Drive System : AC/DC drives Speed reduction gear box Transmission system CORPORATE TRAINING AND PLANNING
The Single-Screw Extruder consist of a screw rotating in heated barrel or cylinder to which the material is fed. • Feed hopper • Extruder Screw and Barrel • Drive system (motor, gear box, transmission) • Thrust Bearing • Heating and Cooling Elements • Screen Pack and Breaker plate • Die • Temperature and pressure controls. CORPORATE TRAINING AND PLANNING
Definition of terms • Compression Ratio - is the ratio between the channel depth is the feed zone to that of the metering zone. • - Usually from 1.5 to 4:1 • L/D ratio - Length to nominal dia of screw • - usually 20 to 22:1 • Important Specification • Nominal dia of screw • Output(kgs/hr) CORPORATE TRAINING AND PLANNING
Zones of Extruder & its Functions: Feed Zone - Transport the material from hopper to compression zone. - Compacts, eliminates air gap Compression Zone - Transport the material from compression to metering zone. - Softens the material Metering zone - Melts, Mixes, the material pressurizes and pumps the melt. CORPORATE TRAINING AND PLANNING
Screw Nomenclature P is the screw pitch, distance between the centre of a two adjacent flights. W is the channel width L is the land width is the helix angle, defined as an angle between the flight to the transverse plane of the screw axis. D is the screw diameter, developed by rotating the flight about the screw axis. R.D is the root diameter Flight is the helical metal thread of the screw. C is the channel depth o radial distance form the bore of the barrel to the root CORPORATE TRAINING AND PLANNING
SCREW TYPES CORPORATE TRAINING AND PLANNING
Extruder Screws • General purpose screw • PVC screw • Nylon screw • Two stage screw/vented screw • Segmented screws is also available for special purpose General purpose screw PVC screw CORPORATE TRAINING AND PLANNING
Nylon screw P A SCREW Two stage screw/vented screw TWO STAGE SCREW CORPORATE TRAINING AND PLANNING
Mixing elements • Incorporated in the metering zone of screw • Several designs • Mainly to improve mixing, homogeneity CORPORATE TRAINING AND PLANNING
THRUST BEARING • The screw fits into a thrust bearing located behind the feed hopper. • The function of the trust bearing is to absorb the thrust force acting on the screw inside the extruder barrel Typical Thrust Bearing as used in Single-Screw Extruders Typical thrust bearing assembly – Single Screw Extruder • The bearing prevents the screw from moving backward. • Bearing life-time depends on the pressure and screw speed. For high speeds, oversized being is needed. • For twin screw extruders several smaller bearings joined in one shaft is used. CORPORATE TRAINING AND PLANNING
HEATING AND COOLING ELEMENTS CORPORATE TRAINING AND PLANNING
There are three methods of heating extruders: • Electric • Fluid • Steam Heating Electric Heating • Induction Heaters • Cast-in Heaters • Band Heaters • Mica Insulated • Ceramic Insulated • The electric heating is most commonly used due to : • Accuracy • Reliability • Easy to hook up. CORPORATE TRAINING AND PLANNING
INDUCTION HEATERS • AC Current passes through coil thus setting up a magnetic flux. Heat is generated from the resistance offered to the eddy current set up by the flux. • The barrel is heated directly by its resistance to the induced current Schematic Arrangement Showing an Induction Heater in Section Advantages : • Accurate Control of Temperature. • Good provision for cooling the barrel • No possibility for hot or cool spots. • Disadvantages : • Relatively high cost. CORPORATE TRAINING AND PLANNING
CAST IN-HEATERS The insulated heating elements are cast into semi-circular or flat aluminium blocks, which are machined to match the surface to be heated Cast-In Resistance Heaters CORPORATE TRAINING AND PLANNING
BAND HEATERS They consist of Ni-chrome or other resistance wires mica or ceramic insulated, then encased in steel cover. CORPORATE TRAINING AND PLANNING
FLUID HEATING SYSTEM The heating fluid, that is most commonly used for extruders is oil. It may be heated by any suitable means (mainly electrical). The heating system consists of a heater a circulating pump, a surge tank, and a heat transfer channel in the extruder barrel. The high specific heat and latent heat of vapourisation of water makes steam an excellent heat transfer medium. However, this system is not frequently used because of low maximum temperature that can be achieved, a need of working with high pressure piping, frequent leaks of steam that require shutting down of heating for repairs, and corrosion effects. STEAM HEATING CORPORATE TRAINING AND PLANNING
COOLING SYSTEMS CORPORATE TRAINING AND PLANNING
BARREL COOLING • Barrel Cooling is needed to prevent overheating that may cause degradation. • For small extruders fans that blow air over or around the barrel are used • Other cooling system used include: • Cooling channels inside the barrel wall • Fins on the barrel or on the heaters to speedup heat transfer • A water-fog spray over barrel. • Continuous, controlled vaporization of liquid (Water) • Copper tubing carrying cold water is sometimes used. CORPORATE TRAINING AND PLANNING
HOPPER COOLING SCREW COOLING • Water-cooling is used to cool the hopper throat to prevent bridging and to protect the rubber parts present in the screw support assembly. • The cooling may freeze a layer of plastic on the screw root, reducing the channel depth thus producing more shear at a cost of throughput. • This may also reverse the required relationship between the friction coefficient (low friction coefficient on the screw, high on the barrel), further reducing the drag flow. • Furthermore, there is a danger that the material staying a long time near the screw root will degrade, contaminating the product. • It is important to remember that the conveying ability of the screw is controlled by the friction coefficient ratio : f(barrel) / f(screw) ó it is important to maximize this ratio. • Under normal circumstances the minimum value of the ratio that guarantees conveying is 1.4. CORPORATE TRAINING AND PLANNING
SCREW COOLING • Screw cooling may be recommended to prevent decomposition of heat sensitive materials • However, it should be carried out using the cooling fluid at the temperature above the softening point of the principal polymeric component. CORPORATE TRAINING AND PLANNING
BREAKER PLATE AND SCREEN PACK CORPORATE TRAINING AND PLANNING
BREAKER PLATE Perforated circular metallic disc of about 4-5 mm thick. Functions - Support for Screen pack - Converts the Spiral flow of melt in to stream lined laminar flow - Holds back contamination and unmelted particles. Fig.3.7 CORPORATE TRAINING AND PLANNING
SCREEN PACK • Wire mesh 40,60,80 • Arrests the unmelted particles and contamination • Helps in developing back pressure CORPORATE TRAINING AND PLANNING
DIE DESIGN CORPORATE TRAINING AND PLANNING
The role of a die is to form the melt into a desired linear product: fibres, films, sheets, profiles, rods,etc. The die is a channel, whose profile changes from that of the extruder bore to an orifice, which produces the required form. The dies can be classified using different criteria. For example, considering cross section of the extrudate one may recognize dies to produce: • Solid Cross-Sections • Hollow Cross –Sections Another classifications scheme is based on the die attachment to the extruder barrel: • Straight –through dies • Cross –heat dies • Offset dies CORPORATE TRAINING AND PLANNING
SOLID CROSS - SECTIONS • A Typical Die Design for extruding a solid rod is shown in fig. • In the figure, DD is the diameter of die orifice, DB is the diameter of bore of extruder barrel, is the lead-in angle, and P is the die land. • Because of the screen pack and breaker plate assembly, the pressure in the extruder (PE) is reduced by the pressure loss across the assembly (PL). • Since the die outlet is at atmospheric pressure, the working pressure is the die pressure (PD) given by the difference: PD = PE – PL. CORPORATE TRAINING AND PLANNING
Hollow products like pipe or tubes are produced using the die design shown in Fig. HOLLOW SECTIONS • The outer diameter of tube is determined by the diameter of the outer die ring orifice. • The inner diameter is determined by the mandrel diameter • To make the mandrel and outer die ring orifice concentric, centring screws are provided. • The mandrel is held in position by a spider. In the centre of the spider a hole is drilled to supply air down the mandrel. • To provide a smooth glossy extrudate, the die head is heated. A cold die may cause blockage of the die. CORPORATE TRAINING AND PLANNING
STRAIGHT – THROUGH DIES • Those dies whose axes are arranged to be in line with the direction of supply of melt. • Spider, Mandrel is needed for tubes • Used for the extrusion of pipe, rod, profiles and sheet CROSSHEAD DIES • Arranged with their axes at an angle of 908 (458 and 308 are also used) to the melt feed. • No need for spider assembly. • Used for the production of insulated wires, cables • OFFSET DIES • Combination of both straight – through die and off-set die. • Used for the production of pipe. CORPORATE TRAINING AND PLANNING
EXTRUDATE SWELL • Extrudate is contraction in the direction of extrusion and expansion in the cross-section while emerging from the die is called Extrudate Swell. • The phenomenon (previously called die swell) is illustrated in fig. • Numerically, the extrudate swell is defined as the ratio of the outer extrudate diameter (DE) to the other diameter of the die exit (DD), i.e., B = DE / DD • When the melt emerges out of the die lips, there will be expansion in the direction perpendicular to flow and contraction in the direction parallel to flow. • Constrained molecules tends to relax at the die outlet. This leads to die swell. • This is nullified by higher take off speed. CORPORATE TRAINING AND PLANNING
Extrudate Swell may be reduced by : • Decreasing the extrusion rate • Increasing the melt temperature • Increasing the die land • Increasing the draw-down ratio. CORPORATE TRAINING AND PLANNING
Die entry effect and exit instabilities. CORPORATE TRAINING AND PLANNING
MELT FRACTURE • It is a die-entry effect • In any converging flow there are tensile and shear forces • If tensile stresses become large and if they exceed the tensile strength of melt, the desirable smooth laminar flow is lost completely. • The extrudate emerging from die exit will be of irregular shape. This phenomena is called “Melt fracture”. If die entrance is tapered • Dead spots are eliminated • Minimise development of tensile stresses and hence minimise distortion of stream lines. MELT FRACTURE CORPORATE TRAINING AND PLANNING
SHARK SKIN & BAMBOOING EFFECT Shark Skin • Roughening of the surface of the extrudate • The melt as it proceeds along the die channel, has a velocity profile with maximum at the centre and zero at the wall. • As it leaves the die lips, the material at the wall has to accelerate to the velocity at which the extrudate is leaving the die. • This generates tensile stress and if the stress exceeds Tensile strength, the surface ruptures causing the visual defect - “shark skin”. • If the conditions causing shark skin becomes more intensive, eg. Pressure at the extruder becomes excessive or die temperature drops, the extrudate “snaps back” -- “Bambooing effect”. CORPORATE TRAINING AND PLANNING ‘BAMBOOING’ at a Die
EXTRUDER OUTPUT • The simplest way to understand the operation of SSE is to mentally unwind the screw into a long, straight channel of decreasing depth. • Now the barrel is visualized as a flat metal slab placed above the screw flights at the distance corresponding to the actual gap in the extruder, between the barrel and the screw flights. • In this schematic, the screw rotation inside the barrel is equivalent to sliding the metal slab over stationery straight channel at an angle corresponding to the pitch angle of the screw. • The movement of the slab engenders three types of flow: • Drag flow, • pressure flow • leakage flow. The extruder throuhtput (Q) is given by the sum of the drag flow, the pressure flow, and the leak flow, i.e., Q = QD - QP - QL Since both QP (the pressure flow) and QL (the leak flow) will have opposite signs to QD (the drag flow) CORPORATE TRAINING AND PLANNING
Drag Flow • Drag Flow takes place by virtue of adhesion of the melt to the slab (barrel wall). • As shown in fig., the maximum melt velocity is at the barrel wall (the same velocity as that of the wall), linearly decreasing to zero (screw is stationery) across the screw channel depth. • It is noteworthy that due to sliding of the slab at an angle, the polymer drag flow in the straight channel is helicoidal. CORPORATE TRAINING AND PLANNING
2 2 Drag Flow QD = D2 N h sin cos Where QD = Drag flow (in3/min.) D = Barrel diameter (in.) N = Screw Speed (rpm) H = Channel Depth (in.) = Helix angle (17.8) V = Pheripheral Speed of Boot Dia of Screw CORPORATE TRAINING AND PLANNING
Pressure back-flow • Pressure back-flow arises when a restriction, such as a die, valve or breaker plate and screen is attached to the end of an extruder, which gives rise to a pressure gradient in the channel. • In the imaginary geometry, this is equivalent of blocking the end of the straight channel. • The drag flow generates the maximum pressure at this end. • However, if there is a pressure at the channel end and only atmospheric pressure at its entrance one must have a back flow through the rectangular screw channel. • For melts with simple rheological properties the velocity profile is parabolic, as shown in fig.3.14 superposition of the drag and pressure flow profiles leads to net flow also shown in figure. CORPORATE TRAINING AND PLANNING
Pressure Back - Flow QP = Dh3 P sin2 12 L Where QP = Pressure flow (in.3/sec) D = Barrel diameter (in.) P = Increase in Pressure (psi) h = Channel Depth (in.) = Helix angle (17.8) = Viscosity (lb – sec/in2.) L = Length metering section (in.) V = Pheripheral Speed of Boot Dia of Screw CORPORATE TRAINING AND PLANNING
LEAKAGE FLOW • The imaginary geometry of the pressure flow in SSE provides also a simple explanation of the leak flow. • Imagine again the straight channel width a metal slab above the screw flights at the over flight gap distance. • If pressure is generated near the channel end, the material will not only be pushed along the channel (as discussed above), but also across the over flight gap ò this is known as the leak glow. • The over flight (a radial clearance between the lands and the barrel) is normally small, of the order of 0.13mm, thus the flow velocity is much smaller than for the pressure flow. CORPORATE TRAINING AND PLANNING
LEAKAGE FLOW 10 QL = D23 tanP SL Where QL = Leakage flow (in.3/sec) D = Screw diameter (in.) P = Pressure drop (psi) = Flight clearance (in.) = Helix angle (17.8) S = Flight Width (in.) = Viscosity (lb – sec/in2.) L = Length metering section (in.) V= Pheripheral Speed of Boot Dia of Screw CORPORATE TRAINING AND PLANNING
Factors Affecting Extruder’s Output CORPORATE TRAINING AND PLANNING
Barrel • High grade steel cylinders • Has to withstand up to 400 atm. • Iron Based AlloyComplex non-ferrous alloys • More hard & less corrosion less hard & more corrosion • resistant resistant • These expensive materials are used as liners in steel barrels. • Barrels of Nitrided steel are also used. • They are Cheap, hard, less resistant to corrosion. • Screw material • Low carbon alloy steel • Flight tips are hardened by flame hardening to prevent wear or nitriding the entire screw. • Chrome plated screws for vinyl polymers • Special nickel alloy steel for processing of saran. CORPORATE TRAINING AND PLANNING
Twin Screw Extruders CORPORATE TRAINING AND PLANNING
Twin Screw Extruder • Two screws rotating inside a barrel. • Intermeshing type are more popular. • Different models/design available CORPORATE TRAINING AND PLANNING
Basic Types • Co-rotating • Counter-rotating • Mainly used for preparation of master batches/colour concentrates • Co-rotating Twin screw - used for compounding all thermoplastics except PVC. • Counter rotating - preferred for PVC. CORPORATE TRAINING AND PLANNING