Download
1 / 112
1.15k likes | 1.49k Views
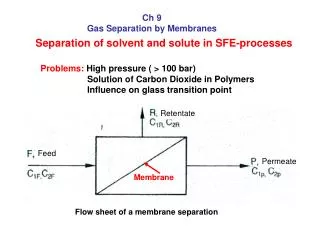
Membranes for Gas Conditioning. Hope Baumgarner Chelsea Ryden. How is natural gas currently processed?. Sulfur Recovery. Current Natural Gas Processing. Well & Condensate Removal. Amine Unit. Dehydration. Nitrogen Rejection. Natural Gas Liquid Fractionation. Natural Gas Liquid Recovery.

E N D
Membranes for Gas Conditioning Hope Baumgarner Chelsea Ryden
Sulfur Recovery Current Natural Gas Processing Well & Condensate Removal Amine Unit Dehydration Nitrogen Rejection Natural Gas Liquid Fractionation Natural Gas Liquid Recovery Sale Gas
Sour Gas To Atmosphere Treated Gas Wash Water Water Wash Drum CO2 CO2 & H2S Removed LeanAmine Amine Unit: CO2 and H2S Removal Rich Amine Water Wash Pump Condenser Stripper Lean Amine Pump Water Filter Contactor Cross Exchanger Cooler Inlet Separator Amine Solution Tank Pressurized Hot Water Reboiler Rich Amine Pump Amine Pump Flash Drum
Sulfur Recovery Current Natural Gas Processing Well & Condensate Removal Amine Unit Dehydration Nitrogen Rejection Natural Gas Liquid Fractionation Natural Gas Liquid Recovery Sale Gas
Catalytic Section Claus Unit: Sulfur Recovery Furnace Tail Gas Overall Reaction: 2H2S+O2 S2 + 2H2O Thermal Reaction: 2H2S +3O2 2SO2 + 2H2O Catalytic Reaction: Al2O3 2H2S+SO2 3S + 2H2O 1000-1400°C Liquid Sulfur
Sulfur Recovery Current Natural Gas Processing Well & Condensate Removal Amine Unit Dehydration Nitrogen Rejection Natural Gas Liquid Fractionation Natural Gas Liquid Recovery Sale Gas
Water Vapor Flash Gas Wet Gas Glycol Dehydration Unit Lean Glycol Reboiler Glycol Contactor Rich Glycol Wet Gas Filter
Sulfur Recovery Current Natural Gas Processing Well & Condensate Removal Amine Unit Dehydration Nitrogen Rejection Natural Gas Liquid Fractionation Natural Gas Liquid Recovery Sale Gas
Condenser Low Pressure Column Nitrogen Rejection Reboiler High Pressure Column Feed Gas Nitrogen Vent
Sulfur Recovery Current Natural Gas Processing Well & Condensate Removal Amine Unit Dehydration Nitrogen Rejection Natural Gas Liquid Fractionation Natural Gas Liquid Recovery Sale Gas
Turbo Expander Sale Gas Natural Gas Liquid Recovery Demethanizer Natural Gas Feed Cold Reflux Compressor Refrigerant Cold Separator NGL
Sulfur Recovery Current Natural Gas Processing Well & Condensate Removal Amine Unit Dehydration Nitrogen Rejection Natural Gas Liquid Fractionation Natural Gas Liquid Recovery Sale Gas
Propane Product Butane Product Recycle Vapor Condenser Condenser Condenser Reflux Drum Reflux Drum Reflux Drum Natural Gas Liquid Fractionation Reboiler Reboiler Reboiler Deethanizer Debutanizer Depropanizer
Overview of Problem Overall Goal Explore the use of membrane networks in the separation of CO2, H2S, N2, & heavier hydrocarbons from natural gas Specific Goal Addressed in This presentation Separation of CO2 9 % CO2 89 % CH4 0.001% H2S 0.98 % C2H6 0.57 % C3H8 0.35 % C4H10 0.1 % N2 1.9 % CO2 97 % CH4 0.0001% H2S 0.68 % C2H6 0.25 % C3H8 0.09% C4H10 0.08 % N2 94% CO2 1.19 % CH4 0.03% H2S 2.14% C2H6 1.18% C3H8 0.86% C4H10 0.60% N2
Overview of Problem Membranes Separates based on diffusion and solubility Membrane Network • Simple case
Sour Gas To Atmosphere Treated Gas Wash Water Water Wash Drum CO2 CO2 & H2S Removed LeanAmine Overview of Problem Rich Amine Water Wash Pump Condenser Stripper Lean Amine Pump Water Current Technology: Amine Absorption Filter Contactor Cross Exchanger Cooler Inlet Separator Amine Solution Tank Pressurized Hot Water Reboiler Rich Amine Pump Amine Pump Flash Drum
Overview of Problem Existing cost comparison for membrane unit vs. amine unit
Membrane Theory • Ideal membrane • High permeance = • High separation factor (selectivity) = • A, B = components • yi = mole fraction in permeate • xi = mole fraction in retentate
Fick’s Law describes mass transport Ni= molar flux species i Di= diffusivity component i lm= membrane thickness Membrane Theory
Assume thermodynamic equilibrium at interface • Fick’s Law can be related to partial pressure by Henry’s Law • Assume Hi independent of • total pressure and same • temperature at both interfaces Membrane Theory
Combining equations • Neglecting external mass transfer resistances • Substituting Membrane Theory
Where permeability depends on the solubility and the diffusivity • High flux with thin membrane and high pressure on the feed side Membrane Theory permeance
Spiral wound • <20% of membranes formed • High permeances and flux • More resistant to plasticization • High production cost: $10-100/m2 • Allow wide range of membrane materials Common Membrane Modules
Hollow Fiber • Most common • More membrane area per volume • Low production cost: $2-5/m2 • Low reliability due to fouling • Careful and expensive treatment Common Membrane Modules
Common Membrane Modules D=Dialysis, RO=Reverse Osmosis, GP=Gas Permeation, PV=Pervaporation, UF=Ultrafiltration, MF=Microfiltration
Membrane Material Table 1. Typical selectivities for high pressure natural gas (Baker & Lokhandwala)
Temperature below glass transition point Membrane Material Glassy Polymer Polymer chains fixed, rigid & tough Separate gases based on size
Temperature above glass transition point Membrane Material Rubbery Polymer Motion of polymer chain material becomes elastic & rubbery Separate gases based on sorption
Non-reactive to most organic solvents Cellulose Acetate High CO2 / CH4 selectivity Membrane Material Lower H2S / CH4 selectivity High Permeability to water vapor Polyimide Rigid, bulky, non-planar structure Inhibited local motion of polymer chains
Membrane Advantages Lower capital cost Skid mounted Cost and time are minimal Lower installation cost Treat high concentration gas Membrane plant treating 5 mil scfd w/ 20% CO2 would be less than half the size of plant treating 20 mil scfd w/ 5% CO2
Membrane Advantages Operational simplicity Unattended for long periods (Single Stage) Start up, operation, and shutdown can be automated from a control room with minimal staffing (Multistage) Space efficiency Skid construction Offshore environments
Membrane Advantages Design efficiency Integrate operations Dehydration, CO2 & H2S removal, etc. Power generation Reduce electric power/fuel consumption Ecofriendly Permeate gases used as fuel or reinjected into well
Membrane Disadvantages Plasticization Membrane materials absorb 30-50 cm3 of CO2/cm3 polymer Absorbed CO2 swells and dilates the polymer Increases mobility of polymer chains Decreases selectivity Physical aging Glassy polymers are in nonequilibrium state Over time, polymer chains relax, resulting in lower permeability
Membrane Disadvantages High compressor cost Membranes only 10-25% of total cost Significant reductions in membrane cost might not markedly change total plant cost Compressor cost is 2-3 times the skid cost
Membranes, compressors, mixers, splitters, streams Membrane Network • How do we find the membrane network? • Superstructure 2 Membrane Network 3 Membrane Network
Superstructure Superstructure allows for all possible network configurations
Superstructure For example:
Resulting membrane network: Superstructure
Mathematical Model Mathematical programming model Assumptions: Countercurrent flow in hollow fiber module Uniform properties in each segment Steady-state No pressure drop across permeate or retentate side Constant permeabilities independent of concentration No diffusion in axial direction Deformation not considered
Hollow Fiber Mathematical Model Flux through membrane Shell side component balance Tube side component balance
Hollow Fiber Mathematical Model Mixer/Splitter Balances Feed balance
Hollow Fiber Mathematical Model 1 Mixer/Splitter Balances Splitter balance 2
Hollow Fiber Mathematical Model Mixer/Splitter Balances CO2 composition rcomp=0.02
Hollow Fiber Mathematical Model Mixer/Splitter Balances Mixer Balance 1 2