Download
1 / 36
360 likes | 716 Views
Instituto Politécnico Nacional. Unidad profesional interdisciplinaria de ingeniería y ciencias sociales y administrativas Urdapilleta Martínez Daniel Equipo MARVELL Secuencia: 4IM4 Profesora: Guadalupe Trejo Parada Materia: Ing. De medición del trabajo. índice.

E N D
Instituto Politécnico Nacional • Unidad profesional interdisciplinaria de ingeniería y ciencias sociales y administrativas • Urdapilleta Martínez Daniel • Equipo MARVELL Secuencia: 4IM4 • Profesora: Guadalupe Trejo Parada • Materia: Ing. De medición del trabajo
índice • Índice……………………………………………………………………………...2 • Datos generales de la empresa………………………………………………………………………... 4 • Organigrama de la empresa..………….……………………………………………………………..5 • Misión………………………………………………………………………….6 • Historia de la compañía…………………………………………………..7 • Croquis interno de la empresa………………………………………………………………………….10 • Procesos de fabricación que practica internamente la empresa………………...............................................................18 • A que se determinan los rechazos de los productos ………20
Propuestas para el mejoramiento en la empresa ……………..21 • Productividad parcial y total …………………………………………...25 • Calificación por velocidad y número de ciclos a observar ………………………….……………………………………………………………..27 • Balanceo de línea …………………………………………………………...29 • Sistemas de tiempos predeterminados (MTM) ……………………………………………………….……………….................. 31 • Basic most …………………………………………………………………..….32 • Conclusiones del curso …………………………………………………….34
Datos generales de la empresa Nombre: IMASA Razón social: industrias mabe S.A de C.V Dirección: oriente 162 #296 Moctezuma segunda sección México D.F, C.P 15500
Gerencia de recursos humanos Organigrama Gerencia de planeación Gerencia de producción Gerencia de sistemas Gerencia de mantenimiento Gerencia de finanzas Gerencia de manufactura Jefaturas
Misión Mabe es una manera de hacer las cosas. Si bien es cierto que Mabe es una organización con presencia continental y, por ende, multicultural, las labores cotidianas de cada uno de sus colaboradores parten de la misma misión: procurar el bienestar y plena satisfacción de millones de familias que han depositado su confianza en la compañía. Hay un solo Mabe. Un conjunto de creencias, sólidamente cimentadas con una fuerte visión, definen los rasgos de lo que el mundo Mabe es en el presente.
Historia • Mabe nace en la Ciudad de México en la década de los cuarenta. El nombre de la empresa, hace alusión a las primeras dos letras de cada uno de los apellidos de las familias que la fundaron: (Ma de Mabardi y Be de Berrondo). Rápidamente, nuestra compañía iría consolidándose hasta convertirse en pionera en la fabricación de muebles de cocina en México. A partir de entonces, el crecimiento de Mabe será constante. Hoy en día, es líder indiscutible del mercado mexicano. • Gracias a su visión continental, Mabe no sólo ha evolucionado en México, sino que ha expandido sus fronteras a lo largo y ancho del continente americano. Actualmente, cuenta con plantas y oficinas de operaciones comerciales en Canadá, Venezuela, Colombia, Ecuador, Argentina y Brasil. Pero además, como producto de una sólida alianza firmada en 1987 con GE, Mabe exporta sus productos a Estados Unidos y logra tener presencia en muchos otros mercados del mundo.
Bajo este contexto, mención especial merece el vanguardista Centro de Tecnología y Proyectos (TyP), ubicado en Querétaro, México. Ahí se analiza la viabilidad de todos y cada uno de los proyectos de las 14 plantas que tiene Mabe en el continente. El CTyP es el centro de inteligencia Mabe, el semillero de los más innovadores y útiles desarrollos para satisfacer las necesidades del cliente. • Un solo Mabe, integrado por varias culturas; un solo Mabe, el que comenzó como taller y ahora tiene presencia continental, es una realidad que exporta sus productos a más de 70 países y vende más de 12 millones de electrodomésticos al año. • En la década de los noventa, tras casi 50 años de presencia exitosa en México, Mabe emprende una nueva aventura: llevar los beneficios de sus productos y servicios a los hogares de otros países
Es en ese año cuando la empresa inició su expansión en el continente americano con la idea de convertirse en una organización sin fronteras, de verse a sí misma como una empresa continental. • Hoy en día, Mabe es una gran familia continental. La empresa cree en un continente competitivo, próspero, unido y de economía libre. De ahí que actualmente tenga presencia, a través de distintas marcas, en 12 países de América.
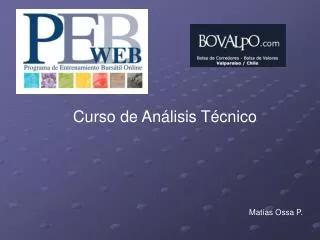
Área de almacén, taller mecánico, líneas de corte y basculas.
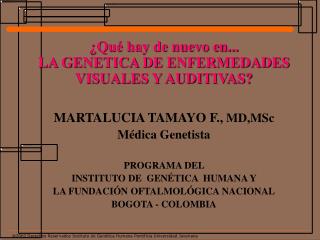
Área de almacén y líneas de subensamble para la exportación
Procesos de fabricación que practica internamente la empresa • Fabricación o troquelado: después de tener los rollos de acero se seccionan en plantillas o pedazos, después se meten a una maquina grande par troquelarla y darle forma de lo que queremos para posteriormente soldarla a través de otras maquinas o doblarlas según se desee la pieza. • Esmaltado: se prepara una mezcla de recubrimiento a base de vidrio en forma de granulo, arena u hojuela , después se mete con un polvo de silicio revolviéndose como en una tipo licuadora que se llama molienda para darle una consistencia como de atole. • Trasvaso a maquinas de aplicación: por medio de aspersión se rocía la pieza de forma manual primeramente y después con una maquina robótica que ya tiene predeterminada la temperatura, presión y cantidad de pintura que se aplicara se da la segunda mano.
Deshidratación: se retira el exceso de agua para mejorar la calidad del producto y quede en forma de cristalización lo cual muestra un tipo de aspecto como si estuviera pulido el material, para esto se mete a un horno gigante a 850 grados centígrados por un lapso aproximado de 15 minutos. • Ensamblado: las estufas se arman a mano y todo es gracias a una banda trasportadora que tiene integrado un tornillo sin fin el cual a una velocidad gradual los ensambladores con sus herramientas neumáticas van terminando el trabajo, son alrededor de 80 personas que realizan este trabajo • Pruebas: aquí lo que se busca es que las estufas queden perfectamente bien armadas, sin golpes, abolladuras, o algún otro defecto visible así como en su funcionamiento. • Empaquetado: por medio de cartón y plástico las estufas son selladas y listas para ser enviados a los centros de distribución que están situados en diferentes partes de la república aunque las mas comunes se encuentran en monterrey, saltillo, Guadalajara y Mérida.
A que se determinan los rechazos de los productos • Mas que nada se debe al incumplimiento en los requisitos del cliente como son los tipos de modelos, color y tamaño. • Otro factor influyente son las mezclas, volúmenes y áreas internas del producto, los cuales no siempre están bien debido a problemas en la maquinaria o mano de obra. • Continuamos señalando que lo mas común que encontramos para los rechazos son los tiempos de entregas a terceros ya que no siempre están en orden ni tiempo debido a que no siempre se esta de acuerdo con los centros de distribución, asi mismo tenemos las condiciones de pago impuntuales, que se manden a tiendas ya establecidas en tiempos predeterminados para su venta, algún fallo en la maquinaria, falta de materiales o piezas rotas, tiene que quedar perfecta y bonita, si presentan golpes al momento del traslado en camiones, accidentes por los transportistas, rayones no intencionados saliendo de la fabrica o factores externos que no se deben a la empresa como inundaciones, deslaves accidentes carreteros o algún impedimento sin previsión.
Propuestas para el mejoramiento en la empresa • En cuanto al orden que poseen no es mucho de mi agrado puesto que muchas veces cuando estamos dentro de la empresa se observa que no solo una persona hace el trabajo sino con tal de estar platicando y jugando con los demás no realiza lo que hace sino tiene deficiencias ya que no saca las piezas que se requieren lo cual lleva que este se que de mas tiempo en esta (sin paga puesto que es su labor acabar) o deja la maquina que este funcionando sin nada lo cual creo provoca mas perdidas como el pagar lo mismo de luz pero con menos piezas, así que mi propuesta para este caso seria que se creara un grupo que se dedique a solo checar el trabajo de los demás por semana y se vallan turnando las áreas para que todos participen, al final de que todas las áreas hallan pasado se de un incentivo a esos trabajadores..
Se observa que en algunos lugares de trabajo como en este caso son las sub. Ensambladoras, en especial la que esta al lado del almacén 2 crean mucho ruido y juegos, que si alguien se besa con no c quien, o a ti que te gusta, lo cual están dedicados mas que en su trabajo al cotorreo asi que creo que para eliminar esto problemas no seria bueno llamarles la atención pero si poner mas atención en su trabajo y mas rondines para mantenerlos quietos aunque sea por mas tiempo. • En cuanto a la seguridad pienso que esta regular puesto que no todos llevan sus zapatos adecuados para laborar en zonas donde puede existir el riesgo de que se lastimen por algún problema o accidente que pueda pasar como por ejemplo en el área de secado, las parrillas o piezas se pueden caer en los pies o los hombros de los trabajadores, por eso creo que para solucionar dicho problema el que si un trabajador no tiene su equipo necesario de trabajo que sea trasladado a otro por seguridad para el y la empresa no porque solo estén sus amigos ahí ocurra algo que después perjudique a la empresa.
En cuanto a los métodos: pienso que en donde hay mas deficiencias es en los de pintado porque no c porque no se ponen de acuerdo en solo dejar uno puesto que no se me hace tan bueno el que ocupen 3 así sean par diferentes piezas, primero empezamos con el de FLOW (es un desperdicio en mi punto de vista a lo bestia de pintura a pesar de que poseen una recicladota) este proceso para mejorarlo seria quitarlo no hay otra, tira mas pintura que nada, después de la que se contamino por el centrifugado no creo que sea igual sino al contrario se me hace mas perdida. • En el de aspersión que es por medio de mangueras neumáticas y personal seria mejor que este se hiciera pero solo con mangueras que pinten, eliminar al factor humano que esta puesto que no se me hace correcto que estén ahí las personas semi inhalando los olores de la pintura, mejor que distribuyan ese personal y se empleen estas maquinas completamente mecanizadas.
En el área de salida para las estufas (almacén temporal) seria bueno que para que los trabajadores no se desgasten tanto y mejoren su productividad seria bueno meterles un carrito al ras del suelo que disminuya la fricción y mejore el trasportar el producto terminado sin lastimar tanto el empaque y reducir su trabajo. • En cuanto a las oficinas es mejor quitar las computadoras de escritorio y reemplazarlas por laptops ya que estas son mas manejables, ocupan menos espacio, ofrecen hasta mas memoria que las de escritorio común, y por su puesto no hay tanto problema cuando se dejan encendidas pues jalan menos energía y protegen de igual forma el trabajo puesto que las maquinas de escritorio que tienen muchas veces las dejan encendidas por largos periodos de tiempo haciéndole perder a la empresa mas dinero, se llegan a trabar y no siempre se pueden meter programas que ayuden a la seguridad del Internet.
Basic most • MOST es el acrónimo en inglés de Maynard Operation Sequence Technique: Técnica Maynard de Operaciones en Secuencia. • Es un sistema de cálculo de tiempos predeterminados que se usa principalmente en la industria para establecer el tiempo estándar en el que un operario debe realizar una tarea. Para calcular este tiempo, la tarea se desglosa en micromovimientos, y a cada uno se le asigna un valor numérico de tiempo en unidades TMU (Time Measurement Units, unidades de medida de tiempo; 100.000 TMU equivalen a 1 hora). Se suman todos los tiempos de los micromovimientos, con incrementos por fatiga u otros conceptos, y el resultado es lo que llamamos tiempo estándar para una operación. Es un sistema mucho más sencillo que los anteriores y cada vez menos utilizados sistemas de medición de tiempos y métodos, conocidos como MTM.
La variante más universalmente utilizada de MOST es BasicMOST, que se lanzó en Suecia en 1972 y en los Estados Unidos en 1974. En 1980 aparecieron otras dos variantes, llamadas MiniMOST y MaxiMOST. La diferencia entre ellas es la precisión de las unidades utilizadas: en BasicMOST se trabaja con decenas de TMUs, en MiniMOST con TMUs y en MaxiMOST con centenas de TMUs. Se aplica una u otra según el tipo de operación a analizar: MiniMOST se usa normalmente para estudiar ciclos repetitivos y cortos (menos de un minuto), y MaxiMOST para operaciones no repetitivas y más largas (más de algunos minutos). BasicMOST es un intermedio entre las dos anteriores, y se puede usar perfectamente para operaciones que duran desde menos de un minuto hasta unos diez minutos. • AdminMOST es otra variación de MOST. Se desarrolló y lanzó originalmente bajo el nombre de ClericalMOST en la década de 1970, y se ha actualizado recientemente para incluir nuevas tareas administrativas, cambiándosele de paso el nombre. Usa la misma precisión de TMUs que BasicMOST.
CONCLUSIONES • De acuerdo con la carrera de ingeniería industrial creo que este curso te abre mucho la mente para que puedas entender que no es fácil lo que estés haciendo o lo que vas a realizar, desempeñar dentro de la empresa, te enseñara a que siempre luches por mantener un orden dentro de tu área de trabajo, te hace estar bajo una presión que se espera así sea en condiciones normales de trabajo, hace que te arrepientas si no estas seguro de lo que quieres y mas que nada te hace valorar todo el trabajo que algún día desempeñaras profesionalmente, se aprende mucho con esta materia ya que no solo es teoría sino llevamos a la practica todo lo visto dentro del aula, los maestros se empeñan por hacerte sentir como un ingeniero de verdad, sientes como te abraza la producción cuando es lo que mas buscas en una empresa, te sientes que eres parte de ella, claro si en verdad se hicieron las practicas como se debían, de no ser así creo que el trabajo que se presento carece de esa chispa y enseñanza que trataba de dejar el curso en tu ser.
Para finalizar cabe mencionar que este curso es muy agradable tanto en el aspecto laboral como personal, hace que las personas que están a tu alrededor vean que si estas en la escuela para estudiar, aprender y eso deja en las personas y en ti un buen sabor de boca pues el día de mañana que tengas que presentarte y decir provengo de UPIICSA sepan que no eres solo un estudiante normal y que todo lo que estarás dispuesto a realizar en la empresa será con la certeza de que es un trabajo de calidad, digno de una escuela de nivel y como no maestros que bien o mal tratan de sacar adelante a sus alumnos. • Ahora solo queda decir que este curso si fuera posible en un futuro volverlo a tomar no dudaría en elegirlo pues en gran parte de lo que hacemos dentro de la empresa como profesionistas lo aprendimos por esta materia y sus docentes.