Download
1 / 20

E N D
1. FutureGen 2.0 Oxy-Combustion Large Scale Test Where Multiple Entities, Politics, a Great Plant, and Promising Technology Come Together
2. FutureGen 2.0 - Oxy-Combustion Large Scale Test The Original FutureGen � What Happened?
Formulation of FutureGen 2.0
The Entities
The Politics
The Station
The Technology
3. FutureGen 2.0 - Oxy-Combustion Large Scale Test FutureGen � What Happened?
Original FutureGen
�Greenfield Project�
IGCC with 90% CO2 capture
330-Mwe (gross); 240-Mwe (net)
�Onsite� CO2 Sequestration
Increasing costs drove the need to revisit the original FutureGen
A funding gap existed and neither the State government, Federal government, or industry was in a position to fill.
Time Passage - Multiple IGCC Plants
The original FutureGen mission to advance clean coal technology remains the same � but with Commercial Viability and Retro-Fit-friendly flavor added.
4. FutureGen 2.0 - Oxy-Combustion Large Scale Test Formulation of FutureGen 2.0
DOE looking for FutureGen to become more novel, affordable, and workable for the existing coal-fired fleet.
B&W and Air Liquide looking for a technology scale-up project � Black Hills Power DOE application was not selected due to utility size, and EOR vs. Sequestration.
CO2 Capture and Sequestration � Central Illinois �Mt. Simon� formation a World-Class Repository.
Chuck Naslund � AER President and CEO approached by B&W and Air Liquide on 24 June.
6. FutureGen 2.0 - Oxy-Combustion Large Scale Test Formulation of FutureGen 2.0 (cont�d.)
29 July - �Opportunity� telephone call
2 August - �Barberton Week�
5 August � Project Selected
12 August � Forrestal Building � Assistant Secretary Markowsky �We are fully committed and moving without hesitation.� �We are going to get this done.�
19 August � Chicago � Jack Gavin pledges State support - asks IPA, IEPA, IFA, ICC to embrace FutureGen 2.0.
7. FutureGen 2.0 - Oxy-Combustion Large Scale Test Formulation of FutureGen 2.0 (cont�d.)
Proposal Submitted to DOE 9 August
DOE Cooperative Agreement Negotiated 13-24 September
DOE Cooperative Agreement Signed 27 September
Milestone Schedule:
Phase 1 - Pre-FEED � 1 October 2010 to 1 October 2011
Phase 2 - FEED � 1 October 2011 to 31 October 2012
Phase 3 - Detailed Engineering, Procurement, Construction, Commissioning and Startup � 1 November 2012 to 30 April 2016
Phase 4 - Test Period � 1 May 2016 to 31 December 2018
$737M � Government Share 80% - ARA (American Recovery Act) Funding$737M � Government Share 80% - ARA (American Recovery Act) Funding
8. FutureGen 2.0 - Oxy-Combustion Large Scale Test The Entities
U.S. Department of Energy � National Energy Technology Laboratory
Ameren AER
Babcock & Wilcox
Air Liquide
FutureGen Alliance
State Government - Legislature, IPA, ICC, IFA, IEPA
Local Government, Unions, Engineers, Equipment Suppliers
9. FutureGen 2.0 - Oxy-Combustion Large Scale Test The Politics
Obama Administration
Mid-Term Elections
State Law
Markowsky Retiring
�No Coal is Good Coal� Environmentalists
10. FutureGen 2.0 - Oxy-Combustion Large Scale Test The Station
Construction of Unit 1 began in 1941 - halted when the War Department transferred the original turbine/generator set to the Soviet Union as part of the war effort.
Construction resumed post WWII with Unit 1 beginning commercial operation on June 1st, 1948.
Unit 4 began commercial operation on Sept. 10, 1975. It is a 200 MW Westinghouse T/G powered by Foster Wheeler oil fired boiler.
Unit 4�s capacity factor is in the single digits due to its high fuel cost.
Discuss Station Self-Reliance � then on to process.Discuss Station Self-Reliance � then on to process.
13. This timeline shows the progress of our development versus time and the red line shows where we are today. The green path on the top shows our studies and the yellow on the bottom shows our testing.
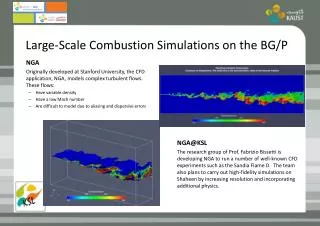
The power block has been tested and ASU technology is well known but the CPU is somewhat new for all CCS technologies. Air Liquide is doing CPU component testing of their design at B&W�s Research Center and at TOTAL�s Lacq oxy-gas test facility in France. They will also provide the CPU for the 30 MWe coal-fired Callide project in Australia which is scheduled to start up next year.
Based on our work to date, the B&W/Air Liquide team is at the global forefront of oxycombustion technology and are ready for demonstration.
What about efficiency and costs? Estimates for of all of the CCS technologies indicate they will initially decrease net plant efficiency by 7 to 10 percentage points and increase the plant cost by about 50%. After some experience through demonstration and early commercial deployment efficiency can approach current supercritical power plant efficiency and costs can be reduced to about 35% more than current conventional plant costs.
Much of our development effort has been directed toward increasing efficiency while decreasing capital cost; objectives which are often contradictory.
This timeline shows the progress of our development versus time and the red line shows where we are today. The green path on the top shows our studies and the yellow on the bottom shows our testing.
The power block has been tested and ASU technology is well known but the CPU is somewhat new for all CCS technologies. Air Liquide is doing CPU component testing of their design at B&W�s Research Center and at TOTAL�s Lacq oxy-gas test facility in France. They will also provide the CPU for the 30 MWe coal-fired Callide project in Australia which is scheduled to start up next year.
Based on our work to date, the B&W/Air Liquide team is at the global forefront of oxycombustion technology and are ready for demonstration.
What about efficiency and costs? Estimates for of all of the CCS technologies indicate they will initially decrease net plant efficiency by 7 to 10 percentage points and increase the plant cost by about 50%. After some experience through demonstration and early commercial deployment efficiency can approach current supercritical power plant efficiency and costs can be reduced to about 35% more than current conventional plant costs.
Much of our development effort has been directed toward increasing efficiency while decreasing capital cost; objectives which are often contradictory.
14. FutureGen 2.0 - Oxy-Combustion Large Scale Test Benefits of Oxy-Combustion:
DOE-NETL studies show oxy-combustion has the potential to be the highest efficiency and lowest cost CO2 capture technology for coal fired plants*
Completes DOE programmatic goals of demonstrating future clean coal technologies.
Near Zero Emissions of criteria air pollutants (NZEP).
>90% CO2 capture at pipeline quality and purity specifications.
U.S.-developed technology for CO2 Capture from coal combustion.
Low technology risk � plant components are primarily conventional equipment modified for operation in the oxy-mode. An oxy-plant will look and operate like a conventional power plant.
B&W and Air Liquide America have led oxy-combustion development since 2001- both are experienced technology providers with a long history of successful large scale project execution.
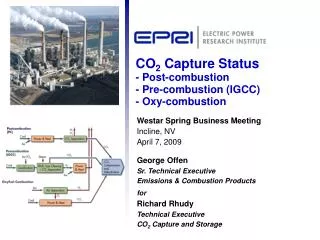
15. This is a chart was produced from the Department of Energy (DOE) reports noted at the bottom and B&W- AL work. It shows air fired technologies with the yellow background, conventional carbon capture technologies in the gray background, and future carbon capture technology predictions with the green background.
The technologies are identified along the bottom; Cases 3 and 4 are post combustion with super and ultra supercritical steam conditions , Cases 5 and 6 are oxy combustion with super and ultra supercritical steam conditions, and the two options circled in orange are the B&W-AL warm recycle process with super and ultra supercritical steam conditions. Supercritical steam conditions are 3500 psi, 1110/1150F and Ultra supercritical are 4000 psi, 1350F/1400F. Case 7 uses Ion Transport Membrane technology for oxygen separation. The average IGCC performance from a DOE study on the same technical and financial basis as the oxy studies.
When the results of our work, circled in orange, are compared to the other carbon capture technologies using DOE�s numbers, the B&W/AL warm recycle design promises noticeably higher efficiency. When ultra supercritical steam conditions become available in a decade or so, the efficiency will be comparable to a modern air-fired supercritical power plant today.
This is a chart was produced from the Department of Energy (DOE) reports noted at the bottom and B&W- AL work. It shows air fired technologies with the yellow background, conventional carbon capture technologies in the gray background, and future carbon capture technology predictions with the green background.
The technologies are identified along the bottom; Cases 3 and 4 are post combustion with super and ultra supercritical steam conditions , Cases 5 and 6 are oxy combustion with super and ultra supercritical steam conditions, and the two options circled in orange are the B&W-AL warm recycle process with super and ultra supercritical steam conditions. Supercritical steam conditions are 3500 psi, 1110/1150F and Ultra supercritical are 4000 psi, 1350F/1400F. Case 7 uses Ion Transport Membrane technology for oxygen separation. The average IGCC performance from a DOE study on the same technical and financial basis as the oxy studies.
When the results of our work, circled in orange, are compared to the other carbon capture technologies using DOE�s numbers, the B&W/AL warm recycle design promises noticeably higher efficiency. When ultra supercritical steam conditions become available in a decade or so, the efficiency will be comparable to a modern air-fired supercritical power plant today.
16. This chart reads the same as the previous one but it shows levelized cost of electricity and its break down. They are all based on the same financial assumptions burning the same bituminous coal and estimated in 2007 dollars, not including owner�s costs.
Again, warm recycle promises much lower costs and future high temperature steam boilers will improve costs even farther. As a point of reference, compare the Case 1 LCOE representing current conventional technology, with the B&W/AL Warm Recycle cases.
This chart reads the same as the previous one but it shows levelized cost of electricity and its break down. They are all based on the same financial assumptions burning the same bituminous coal and estimated in 2007 dollars, not including owner�s costs.
Again, warm recycle promises much lower costs and future high temperature steam boilers will improve costs even farther. As a point of reference, compare the Case 1 LCOE representing current conventional technology, with the B&W/AL Warm Recycle cases.
17. On the basis of efficiency and cost basis, oxycombustion is currently very competitive with other carbon capture technologies as well as non-carbon technologies including wind, solar, and nuclear.
One big advantage among the other options for coal is that oxycombustion produces lower CO2 emissions and essentially zero air emissions of criteria pollutants and air toxics than post combustion capture or IGCC as this table shows.
The three columns to the left compare the air emissions for bituminous coal from a modern air fired pulverized coal plant with the yellow background, a new IGCC plant with CCS in gray, and a conventional supercritical oxy combustion CCS plant with the pink background.
Notice the area circled in red which shows that only the oxy-combustion plant produces air emissions of SOx, NOx, particulate, and mercury below practical power plant measurement accuracy. The bottom line also that CO2 emissions are also reduced to the lowest levels. It should also be noted that HF and HCl are also eliminated.
The two columns on the right show air fired and oxy fired units firing sub-bituminous coal. The criteria pollutants are circled in blue.
On the basis of efficiency and cost basis, oxycombustion is currently very competitive with other carbon capture technologies as well as non-carbon technologies including wind, solar, and nuclear.
One big advantage among the other options for coal is that oxycombustion produces lower CO2 emissions and essentially zero air emissions of criteria pollutants and air toxics than post combustion capture or IGCC as this table shows.
The three columns to the left compare the air emissions for bituminous coal from a modern air fired pulverized coal plant with the yellow background, a new IGCC plant with CCS in gray, and a conventional supercritical oxy combustion CCS plant with the pink background.
Notice the area circled in red which shows that only the oxy-combustion plant produces air emissions of SOx, NOx, particulate, and mercury below practical power plant measurement accuracy. The bottom line also that CO2 emissions are also reduced to the lowest levels. It should also be noted that HF and HCl are also eliminated.
The two columns on the right show air fired and oxy fired units firing sub-bituminous coal. The criteria pollutants are circled in blue.
19. The DCCPS is the direct contact cooler/polishing scrubber.� It�s primary function is to reduce moisture in the flue gas before it goes to the pulverizers and CPU.� It also polishes some SO2 to protect the CPU.� It is a quench cooler similar to a small wet scrubber.� The reagent is �very small amount of bicarbonate mixed with water (no prep system or solids system like a limestone scrubber). If you have any other questions, please don�t hesitate to ask.
The DCCPS is the direct contact cooler/polishing scrubber.� It�s primary function is to reduce moisture in the flue gas before it goes to the pulverizers and CPU.� It also polishes some SO2 to protect the CPU.� It is a quench cooler similar to a small wet scrubber.� The reagent is �very small amount of bicarbonate mixed with water (no prep system or solids system like a limestone scrubber). If you have any other questions, please don�t hesitate to ask.
The DCCPS is the direct contact cooler/polishing scrubber.� It�s primary function is to reduce moisture in the flue gas before it goes to the pulverizers and CPU.� It also polishes some SO2 to protect the CPU.� It is a quench cooler similar to a small wet scrubber.� The reagent is �very small amount of bicarbonate mixed with water (no prep system or solids system like a limestone scrubber). If you have any other questions, please don�t hesitate to ask.
The DCCPS is the direct contact cooler/polishing scrubber.� It�s primary function is to reduce moisture in the flue gas before it goes to the pulverizers and CPU.� It also polishes some SO2 to protect the CPU.� It is a quench cooler similar to a small wet scrubber.� The reagent is �very small amount of bicarbonate mixed with water (no prep system or solids system like a limestone scrubber). If you have any other questions, please don�t hesitate to ask.
21. On October 28, 2010, from 5pm to 8pm at the Northfield Inn & Suites Conference Center, 3280 Northfield Drive in Springfield, Illinois an open house for members of the public to learn more about the FutureGen 2.0 program will be held. There will be a demonstration of CO2 sequestration by the Illinois State Geologic Survey as well as posters depicting other aspects of the project. Project participants will be available to answer questions.
On October 28, 2010, from 5pm to 8pm at the Northfield Inn & Suites Conference Center, 3280 Northfield Drive in Springfield, Illinois an open house for members of the public to learn more about the FutureGen 2.0 program will be held. There will be a demonstration of CO2 sequestration by the Illinois State Geologic Survey as well as posters depicting other aspects of the project. Project participants will be available to answer questions.