Download
1 / 9
90 likes | 209 Views
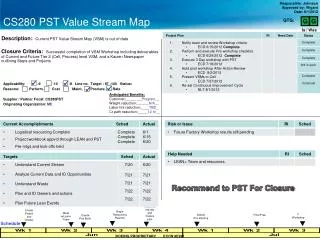
Responsible: B. Kearns Status Date : 9/7/12 Approved by: S. Przybelinski. R. R. GTG: . Is / Was. 118. Eng & Tools. 5X5 Kickoff. AP 82. Incr Pullup. 5X5 Sback. KHI eng. Pull-up Test. Pullup Anal. stress visit. C-clamps. Schedule. BOEING PROPRIETARY ECCN 9E991 .

E N D
Responsible: B. Kearns Status Date: 9/7/12 Approved by: S. Przybelinski R R GTG: Is / Was 118 Eng & Tools 5X5 Kickoff AP 82 Incr Pullup 5X5 Sback KHI eng Pull-up Test Pullup Anal. stress visit C-clamps Schedule BOEING PROPRIETARY ECCN 9E991
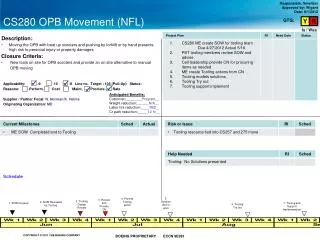
CS260 door surround manipulator sketch Phase 1 Design reviews in process Unloads FAJ, provides transport and 6 axis manipulation. Also need c-clamp tools with load cells. Phase 2 KHI style door surround manipulator Provides manipulation, strong back, and pullup Simple manipulator + calibrated c-clamp Boeing Proprietary
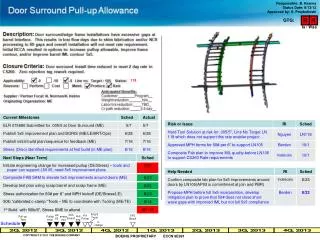
Door Surround Installation • Time required to shim PAX and BCD Assembly • Approximately 10 Hrs required to Measure and Shim the each Door Surround • Complex shimming surface is time consuming to obtain gap measurements and fabrication of shims • Rate Requirements • CS 260 cannot meet the 4 day requirements with current shimming requirements
Locating Door Surround • Locating Door Surround Assembly • DS is located the barrel using 4 DA holes in the Ti edge frame. • Indentified in Red. ( ) • (10) Additional Holes pilot holes are drilled in the Ti edge frames • Indentified in Blue. ( ) • Using drill starts provided by PAR. Spacing is slightly larger then 1’ • 10 lbs springs are installed with Clecos at all locations. • Door Pull Up Plan • Spring Clamps will be used to apply increased force allowable. • Eliminates need to back drill pull up holes
Gapping/ Shim Installation • Gap Measurements • Gap measurements are then taking using feeler gages. • Smoothness of barrel creates difficulty and complex shims • Shim Installation • DS is then removed from Barrel for Shim installation. • Door is then relocated using (4) DA holes. • Door Pull Up Plan • 5X5 requirement would simplify shim fabrication. Gaps Stringer Location Stringer Location
Drilling of Door Surround • Re-Gapping Door Surround • Edge frames are re-gapped in drill areas before drilling plate index locations • Gaps change as more structure is added in the barrel and with barrel rotations. • Gaps change due to size and contour of parts and 10 pounds per foot is not sufficient to produce repeatable gaps • Engineering requirements – Gap must be within 0.008 before drilling. • Due to non-repeatable gaps Temp shims are then slid into place to fill new gaps before clamping to drill. • Indexing Drill Plate • Index holes (8) are drill by hand from drill starts in the skin provided by PAR. • (4) Drill plates are then located and pinned in location using these holes. • Drilling TI Edge Frames • Ti Edge frames are then drilled using Quackenbush drill motors • (10) locations per drill plate, total (40) holes per door surround. • Door Pull Up Plan • Application of increase pull up allowable would reduce gap variation. • Additional shims would not be required.
Nonconformance’s Keel • NC Conditions shown for AC 80-85 • Most nonconformance’s are from delaminationand oversized holes during drilling process • Working with BR&T and ETC to address nonconformance’s • NC’s are created from gaps between the edge frame and Skin • (The Surface that is sanded by Fabrication) • (32) NC EPD created over 6 LNs • Door Pull Up Plan • Gaps during the drilling process is believed to be highest cause for damaged holes on the Ti Edge Frames. Crown Keel
Conclusion • Required Changes • Establishing the 5X5 requirement on the DS mating surfaces. • Increasing the allowable pull up on the Ti edge frames. • Reduce the complexity of the shim fabrication • Reduce gap variation • These improvements will reduce installation time of the DS Assemblies by • Reducing the time associated with shimming. • Improve hole quality during drilling. • Reduce NC will reduce time • Estimated Time Savings is still being evaluated.