Download
1 / 40
480 likes | 964 Views
Power PMAC Script Program Flow November 2013. if (JogMotorStatus == 0) { // No motor jogging? JogMotor = MotorSelectSw + 1; // Read switch to select motor Ldata.Motor = JogMotor; // Specify motor for jog commands JogMode = IncJogSw; // Read switch to select jog mode

E N D
Power PMAC Script Program FlowNovember 2013 if (JogMotorStatus == 0) { // No motor jogging? JogMotor = MotorSelectSw + 1; // Read switch to select motor Ldata.Motor = JogMotor; // Specify motor for jog commands JogMode = IncJogSw; // Read switch to select jog mode if (JogMode == 0) { // Continuous mode? if (Motor[JogMotor].JogTa < 0) { // Accel & jerk rates specified? JogDecelDist = pow(Motor[JogMotor].JogSpeed,2) * Motor[JogMotor].JogTa * -0.5; JogDecelDist += Motor[JogMotor].JogSpeed / Motor[JogMotor].JogTa * Motor[JogMotor].JogTs * 0.5; JogDecelDist += pow(Motor[JogMotor].JogTs,2) / pow(Motor[JogMotor].JogTa,3) * -0.5; } else { if (Motor[JogMotor].JogTa > 0) { // Accel & jerk times specified? JogDecelDist = Motor[JogMotor].JogSpeed * Motor[JogMotor].JogTa * 0.5; JogDecelDist += Motor[JogMotor].JogSpeed * Motor[JogMotor].JogTs * 0.5; JogDecelDist += Motor[JogMotor].JogSpeed * (pow(Motor[JogMotor].JogTs,2) / Motor[JogMotor].JogTa) * 0.5; } else { // Zero accel specified JogDecelDist = Motor[JogMotor].JogSpeed * 200 * 0.5; // As for 200 msec Ta } // if (JogTa > 0) else } // if (JogTa < 0) else } // if (JogMode == 0) } // if (JogMotorStatus == 0)
Five Script Program Types • prog – Top-level motion program • Up to 1023 programs, numbered 1 to 232-1 • Executed with r [run], s [step], start commands, automatically stop at end • rotary – Special rotary motion program buffer • Can define 1 rotary motion program buffer per coordinate system • Considered prog 0 for the coordinate system • plc – Top-level PLC program • Up to 32 programs, numbered 0 to 31 • Executed with enable plc commands, automatically looping • forward, inverse – Kinematic routines • Each coordinate system can have 1 forward and 1 inverse routine • Called automatically and invisibly at appropriate times • subprog – Callable subprogram • Up to 1023 programs, numbered 0 to 232-1 • Not directly executable; must be called from other programs • Can be called from prog, plc, rotary, subprog, forward, inverse
Loading Rules for Script Program Types • Note: IDE project manager automatically manages loading rules during project download • prog – Top-level motion programs • Can add new prog at any time • Cannot open an existing prog (to overwrite or erase) if it (or a called subprog) is executing, or suspended (e.g. with h, s, q) so that execution can resume (use abort if necessary) • plc – Top-level PLC programs • Can add new plc at any time • Cannot open an existing plc (to overwrite or erase) if it (or a called subprog) is executing (enabled) or suspended so can resume • subprog -- Callable subprograms • Can add new subprog at any time • Cannot open an existing subprog (to overwrite or erase) if it (or a called subprog) is executing or suspended so can resume • Overwriting existing program empties existing memory space, writes new version to end of buffer space
Common Script Language Syntax • Motion and PLC programs have same syntax rules • Power PMAC eliminates differences of PMAC/Turbo PMAC • Motion and PLC programs have different execution rules • Motion program execution is automatically sequenced by the move • Only calculates far enough ahead to keep motion queue full enough • When program finishes, program counter returns to top, but stops • PLC program execution is “free running” like standard computer language • Move command only starts the move; must actively monitor for finish • When program finishes scan, program counter returns to top, ready to run again automatically on next scan • Subprograms follow execution rules of top-level program • Same subprogram can be called by motion or PLC top-level program, with different execution rules
Script Language Syntax Notes • Script language is not case sensitive • Power PMAC reports back reserved words in lower case, except for single-letter names (axis, etc.) • Power PMAC reports back data structure names with first letters upper case, subsequent letters lower case • No “short forms” of key words (e.g. no dwe for dwell) • Use of semicolons after commands permits full syntax checking in IDE editor (but is not required) • Power PMAC ignores semicolons • Semicolon does not indicate that rest of line is comment • Double slash (//) indicates that rest of line is comment • /* indefinite-length comments must be removed before command parser • open {buffer} automatically clears buffer (except rotary) • Multiple commands can be put on same line • Does not affect execution for non-motion commands • Axes commanded on same line move together
Pre-Conditions for Motion Program Execution • All motors assigned to position axes in the coordinate system must be: • Activated (Motor[x].ServoCtrl >= 1) • Enabled, closed-loop • Not in both hardware overtravel limits • Position-referenced if Coord[x].HomeRequired = 1 • Selected motion program (and any jump label) must be present and valid • Power PMAC must be able to compute all axis starting positions from present motor positions • Coord[x].Csolve = 1, indicating valid axis definition statement set, or • Valid forward kinematics subroutine • If resuming from suspended state that is not at a programmed point, all motors must be at suspended positions • Note that a motion program can be executed in a coordinate system with no motors assigned to position axes; this provides fast “dry run” and “mid-program start” capability.
Motion Program Execution Sequencing • Each real-time interrupt (RTI), each active C.S. checks its internal “block-request” flag • Block-request flag can be set by either: • Command to start execution (e.g. r, s, start), or • Move execution (interpolation) progressing from one programmed move to the next • If flag is set, program calculations start at present program counter • Program calculations continue until either: • Equations of motion for enough moves have been computed and put into motion queue to fill the queue enough for this mode • Program calculations suspended, block-request flag cleared • Program counter jumps back toward top of program more than Coord[x].GoBack + 1 times • Blending disabled to prevent possible run-time error from indefinite loop • Block-request flag cleared until queued move(s) completed • Program calculations thus automatically sequenced by the move
Motion Program Sequencing Example X0 Y0; // Compute move, suspend Xpos = Rad * cos(Angle); Ypos = Rad * sin(Angle); X(Xpos) Y(Ypos); // Compute move, suspend while (Interlock == 0) // Continue, blend if loop ct ≤ GoBack+1 { } // Suspend, no blend if loop ct > GoBack+1 X(-Xpos) Y(-Ypos); // Compute move, suspend if (ExtendedPause == 1) { PauseTime = 100; } else { PauseTime = 50; } LaserOn = 1; dwell(PauseTime); // Compute “move”, suspend
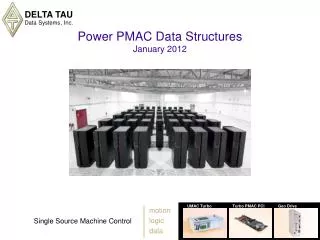
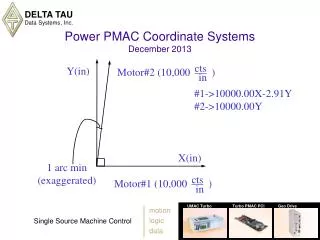
Sequencing Example Time Line 3 2 4 Calculating “n” moves ahead (value of “n” dependent on mode) 1 "R" Execute time n+2 n+3 n+4 n 1 n+1 Calculate
How Much Pre-Calculation is Required? • For basic point-to-point moves, no pre-calculation required – program calculations resume after end of move execution • For rapid mode moves, other modes with Coord[x].NoBlend = 1, dwells • For basic blending without acceleration control – one move ahead • For linear, circle mode moves with segmentation, no lookahead • For blending with simple acceleration control – two moves ahead • For linear mode moves with no segmentation (acceleration limiting) • For spline mode moves (acceleration continuity) • For blending with full (lookahead) acceleration control – enough moves to keep lookahead segment buffer full (Coord[x].LHDistance segments) • For linear, circle, pvt mode moves with segmented lookahead active • For 2D cutter radius compensation active – enough moves for intersection and interference-check calculations (Coord[x].CCDistance moves) • For linear or circle mode moves with 2D cutter comp active
Rotary Motion Program Buffers • Permit simultaneous download and execution of motion program • Useful for programs too large for Power PMAC memory (multi-megabyte) • Useful for programs created in real time • Commonly used for CNC-style part programs, as from CAD/CAM • Reuses buffer memory from program lines already executed • Program commands that cause jumps to other lines in program are not permitted (cannot be sure that line will be present in buffer) • goto, gosub, callsub commands, jump labels • Multiple-line if branches* • else branches (single or multi-line) • Multiple-line while and do/while loops* • switch commands • call commands to subprograms are permitted (including G, M, T, & D codes) • No debugging breakpoints can be added * Multiple actions on a single line are permitted
Rotary Buffer Management Commands • &n define rotary{program buffer size},[{line buffer size}] • Reserves specified memory for C.S. rotary buffer • Program buffer size must be >= 2048 bytes • Default line buffer size is 1024 bytes (sufficient for virtually all apps) • &n open rotary opens C.S. rotary buffer for entry, does not clear (so can add to end) • &n clear rotary erases content of buffer, but preserves buffer itself • &n close closes C.S. rotary buffer if open (recommended when done entering) • &n b0 sets C.S. program counter to rotary buffer at latest point that has not already been calculated • &n list rotary reports present contents of buffer starting at latest point that has not already been calculated • clear all buffers erases the buffers themselves
Script PLC Program Execution Sequencing • Execution of active PLC program automatically started at appropriate time in real-time interrupt (RTI) or background cycle • Execution continues until end of program or end of (true) while loop – constitutes end of one “scan” • Next scan does not start until next RTI or next turn in background cycle • Next scan starts at top of program (if previous scan got to end), or at top of while loop (if previous scan exited at bottom of loop) • If PLC program commands motion (e.g. jog, homing, or axis move), program execution does not stop as motion program does • Must monitor in user code for end of move • Synchronous variable assignment useful to ensure move has started • No need to place program within while loop to cause continued scans; Power PMAC will automatically call repeatedly • For “one-shot” PLC, last line of program should be disable plc n
Power PMAC Script PLC Program Execution • PLC 0 always executes in real-time interrupt (RTI) • PLCs 1, 2, & 3 can execute in RTI or background • PLCs 4 – 31 always execute in background • Sys.MaxRtPlc (= 0, 1, 2, or 3) sets highest numbered PLC to execute in RTI • Sys.RtIntPeriod sets RTI frequency (every Sys.RtIntPeriod+1 servo interrupts) • Scheduler starts background scan after “sleep” interval (which releases processor for separate Linux OS applications) • enable plc {list} command (on-line or program) starts execution at next “slot” for scan • disable plc {list} command (on-line or program) prevents execution starting at next scan
Power PMAC Program Line Labels • Jump labels: e.g. N1200:, N4375821: • Label must be at start of a program line • Value must be a constant (unsigned 32-bit integer), followed by a colon • Can jump to label with goto, gosub, callsub, call, G, M, T, D • Jump command can use expression to specify label number • Can point to label with b, begin commands (using fractional part of value) • Synchronizing labels: e.g. N1200, N(P10) • Value can be constant or expression, no following colon • Expression value truncated (if necessary) to unsigned 32-bit integer • Regular assignment (at “lookahead” time) of value to Coord[x].Ncalc • Synchronous assignment of value to Coord[x].Nsync • Occurs at start of actual execution of next move or dwell • This assignment reversible during lookahead retrace operation • Useful for monitoring program and motion execution • Commonly used in CNC-style applications for operator display • OK to use both labels together: e.g. N1200: N1200 X10 Y20
Power PMAC Conditions • Use in if and while statements (including do … while) • C-style conditional syntax (not BASIC-style) • Can be explicit comparison or just expression (new!) • if (P1) … is valid syntax • Expression must evaluate exactly to 0.0 to be “false” • 8 standard comparators: ==, !=, >, >=, <, <=, ~, !~ • Note that = (single equals sign) is not a valid comparator • Outside of condition, == is synchronous assignment operator • 3 alternate comparators: <>, !<, !> (stored as standard equivalent) • Logical negation operator ! • e.g. if (!(P1)) P2++; • 2 conditional combinatorial operators: && (and), || (or) • e.g. while (P1<1 && P2>=0) { }
Power PMAC Conditional Actions • Single-line conditional actions: same line as conditional if ({condition}) {command};… else {command};… while ({condition}) {command};… • Null action requires empty curly brackets • e.g. while (Motor[3].DesVel) { } • Multi-line conditional actions: delimited by curly brackets • No ENDIF, ENDWHILE statements, as in PMAC/Turbo PMAC if/while ({condition}) { {command}; … } else { {command}; {command};… }
Power PMAC “switch” Statement • Very similar to C “switch” statement – general syntax: switch ({expression}) { case {constant}: {command};…[break;] case {constant}: {command};… [break;] … [default: {command};…] } • Value of {expression} after switch rounded down to next integer • {constant} after case must be an integer • Optional break stops execution of a particular case • Otherwise execution can continue into next case • default can be used for when value matches no case • Limited to 256 cases unless declare more, e.g.: switch(P1),512(IDE automatically allocates minimum required number)
Calling Subroutines and Subprograms • gosub{data} – Jump to label N{data}: of same program • No R-variable (stack) argument passing permitted • callsub{data} – Jump to label N{data}: of same program • R-variable (stack) argument passing is permitted • call{data} – Jump to subprog{int{data}} • Fractional part of {data} specifies jump label within program • Multiply fractional part by 1,000,000 to get jump label number • (Note that PMAC/Turbo PMAC multiplied by 100,000) • call500.123 jumps to subprog500 N123000: • Jump back in all cases on return • Implicit return at end of all subprograms • Calling can be up to 255 levels deep • PLCs as well as motion program (progs) can use these • Note that call is always to subprog (not prog or plc) • When top-level program is PLC, all subprograms obey PLC execution rules
RS-274 “G-Code” Subroutine Calls • Basically the same as PMAC/Turbo PMAC scheme • For customizable execution of RS-274 programs • Treated as call commands to specific subprograms – by default: • G{data} - subprog1000 N{{data}*1000}: // Preparatory codes • M{data} - subprog1001 N{{data}*1000}: // Machine codes • T{data} - subprog1002 N{{data}*1000}: // Tool-select codes • D{data} - subprog1003 N{{data}*1000}: // Tool-data codes • Since line jump label numbers can be > 100,000, code numbers >= 100 (but < 1000) can be supported in these programs (new!) • Fractional code values (to thousandths) supported • Typically these subroutines will not use synchronizing line labels, as most users want to monitor only place in main part program • Subprograms used can be changed with Coord[x].Gprog, .Mprog, .Tprog, .Dprog saved setup elements, permitting different subroutines for different coordinate systems
Passing Arguments to Subroutines with “read” • Supports pure “letter/number” program format of RS-274 “G-codes” • Permits sophisticated processing of CAD/CAM-generated programs • Similar to PMAC scheme, but with enhancements • read command in subroutine gets values associated with specified letters [e.g. read(X,Y,XX,YY) ] on calling line • Arguments read into subroutine local “D-variables” (not Q-variables) • “A” arg into D1, “B” into D2, …, “Z” into D26 • “AA” arg into D27, “BB” into D28, …, “ZZ” into D52 • Bits 0 – 51 of D0 note which arguments actually passed in latest read • Bit (n-1), with value 2n-1, shows whether new value read into Dn • One set of D-variables per coordinate system • No stack for subsequent read commands; watch for overwriting
Sample G-Code Subprogram open subprog 1000 // Default G-code subprogram N0: rapid; return; // G00 RAPID mode N1000: linear; return; // G01 LINEAR mode N2000: circle1; return; // G02 CW CIRCLE mode N3000: circle2; return; // G03 CCW CIRCLE mode N4000: read(P); // G04 DWELL command if(D0 & $8000) dwell(D16 * 1000); // "P" dwell time in seconds return; N17000: normal K-1; return; // G17 XY plane set N18000: normal J-1; return; // G18 ZX plane set N19000: normal I-1; return; // G19 YZ plane set N40000: ccmode0; return; // G40 cutter comp off N41000: ccmode1; return; // G41 cutter comp on left N42000: ccmode2; return; // G42 cutter comp on right N61000: Coord[1].NoBlend = 1; return; // G61 exact stop mode N64000: Coord[1].NoBlend = 0; return; // G64 continuous mode N90000: abs; return; // G90 absolute move mode N91000: inc; return; // G91 incremental move mode close
Sample “G-Code” Part Program open prog 15 // Open motion program buffer G17 G90 G64 // XY plane, abs mode, blended G00 X0 Y0 // Rapid move to origin G04 P1.75 // Dwell for 1750 msec G01 X5 F10 // Linear move to (5,0), speed 10 G03 Y10 J5 // CCW circle move to (5,10) G01 X0 // Linear move to (0,10) X-5 Y15 // Linear move to (-5,15) X-10 Y10 // Linear move to (-10,10) Y7.5 // Linear move to (-10,7.5) G03 Y2.5 J-2.5 // CCW circle move to (-10,2.5) G01 Y0 // Linear move to (-10,0) X-5 Y-5 // Linear move to (-5,-5) X0 Y0 // Linear move to (0,0) G04 P1 // Dwell for 1000 msec close
Passing & Returning Variables with Subroutines • Using local (L) variables for C.S. (when starting from PROG) or PLC program • Variable Rn of calling routine equivalent to Ln of called • Rn of calling routine equivalent to L(n+{StackOffset}) of same • {StackOffset} is 256 by default • To change, set explicitly when entering calling program:open prog n,{StackOffset} • Total of 8192 L-variables per C.S. or PLC • 31 levels of passing to/from subroutines at default stack offset • Can support all 255 possible levels with {StackOffset} = 32 • IDE automatically allocates minimum required offset value
Local Variable Stack Example • This example uses default “stack offset” of 256 • Other offsets can be declared • IDE declares optimal offsets automatically • Rn of calling routine equivalent to Ln of called routine • Rn of calling routine equivalent to L(n + StackOffset) of calling routine • Pass/return arguments should start with R0 of calling, L0 of called • IDE manages these definitions and assignments automatically
Example of Passing and Returning Variables(No substitutions of variable or program names) • Subprogram to execute Pythagorean theorem open subprog 100 L3 = L0 * L0; // Uses R0 from calling routine L4 = L1 * L1; // Uses R1 from calling routine L2 = sqrt(L3 + L4); // Result will be R2 in calling routine close // Implicit return on close • Sample calling program: open prog 5 R0 = Motor[1].FltrVel * P50; // Will be L0 in subprogram R1 = Motor[2].FltrVel * P50; // Will be L1 in subprogram call 100; P60 = R2 * P51; // R2 was L2 in subprogram …
Example of Passing and Returning Variables(Using substitutions of variable and program names) • User-specified program within IDE project manager: open subprog Pythag (Rise, Run, &Hypot) local RiseSqrd, RunSqrd; RiseSqrd = Rise * Rise; RunSqrd = Run * Run; Hypot = sqrt(RiseSqrd + RunSqrd); close • Automatically becomes for download: #define Pythag {auto-assigned #} open subprog Pythag // open subprog {auto-assigned #} #define Rise L0 // First variable in subprogram declaration #define Run L1 // Second variable in subprogram declaration #define Hypot L2 // Third variable in subprogram declaration #define RiseSqrd L3 // First internally declared local variable #define RunSqrd L4 // Second internally declared local variable RiseSqrd = Rise * Rise; // L3 = L0 * L0; RunSqrd = Run * Run; // L4 = L1 * L1 Hypot = sqrt(RiseSqrd + RunSqrd); // L2 = sqrt(L3 + L4); close
Example of Passing and Returning Variables(continued) • Subroutine call statement in calling program written as call Pythag (XDist, YDist, &VecDist); • Automatically becomes for download: R0=XDist; R1=YDist; call Pythag; VecDist=R2; • Pythag is substituted by {auto-assigned #} • XDist and YDist are user-declared variables
Power PMAC PLC Program Enhancements • Ability to use program-flow constructs formerly available to motion programs only • Line-jump labels (e.g. N550:) • goto, gosub, callsub jumps within programs • call jumps to subprogs (not other PLCs) • Local variable passing to subroutines with callsub and call • Ability to command axis moves directly • e.g. if (P1==1) X3.5 Y12.1 • Acts on C.S. addressed by PLC (set by value of Ldata.Coord) • rapid-mode moves only (C.S. automatically switched into this mode) • No automatic execution of pmatch function • Command only starts move; program execution is not suspended here • Move commands can break into running rapid moves (altered destination) • Debugging features • Cycle counters for instructions • Break points on instructions (at prescribed cycle count) • Single-step capability
Power PMAC Program Direct Commands • Provide the equivalent of many on-line commands from within motion and (mainly) PLC programs • Syntax is longer version of equivalent on-line command • Largely replace the CMD"{on-line command}" syntax of Turbo PMAC • HOME, HOMEZ were only program commands like this in Turbo PMAC • Motor-specific direct commands act on addressed or listed motor(s) • If no list (e.g. jog+), acts on motor presently addressed by program • Ldata.Motor={expression} sets addressed motor in program • If has list (e.g. jog+1,3,5), acts on listed motor(s), does not change modally addressed motor • C.S.-specific direct commands act on addressed or listed C.S.(s) • If no list (e.g. abort), acts on C.S. presently addressed* by program • Ldata.coord={expression} sets addressed C.S. in program • If has list (e.g. abort2,4,6), acts on listed C.S.(s), does not change modally addressed C.S. * Motion program can only address CS executing it
Program Direct Motor Commands • cout[{list}]:{data} – Command open-loop output of specified % of full • dkill[{list}] – Command motor kill (delayed for brake engagement) • home[{list}] – Command homing-search move • homez[{list}] – Command zero-move homing • jog+[{list}] – Command indefinite positive jog • jog-[{list}] – Command indefinite negative jog • jog/[{list}] – Command jog stop (or close loop) • jogret[{list}] – Command return to pre-jog position • jog[{list}]={data} – Command jog to specified position • jog[{list}]:{data} – Command jog of specified distance from desired • jog[{list}]^{data} – Command jog of specified distance from actual • jogret[{list}]={data} – Command jog to specified position, make it pre-jog pos • jog[{list}]={data}^{data} – Command triggered jog move • jog[{list}]:{data}^{data} – Command triggered jog move • jog[{list}]^{data}^{data} – Command triggered jog move • kill[{list}] – Command motor kill (immediate)
Program Direct Coordinate System Commands • enable[{list}] – Put disabled motors in coordinate system(s) into closed-loop, enabled, zero-velocity state (already enabled motors not affected) • disable[{list}] – Put all motors in coordinate system(s) immediately into open-loop, disabled (“killed”) state • ddisable[{list}] – Put all motors in coordinate system(s) into open-loop, disabled, (“killed”) state after delay for brake engagement • abort[{list}] – Command abort (closed-loop stop) of C.S. motors and any executing motion program (equivalent to on-line a command); closes loop of open-loop enabled motors; does not enable killed motors • begin[{list}]:{data} – Point program counter to top (or labeled point) of specified motion program (equivalent to on-line b{constant} command) • hold[{list}] – Command feed-hold (zero time base) to suspend motion-program execution (equivalent to on-line h command) • lh\[{list}] – Command quick-stop in segmented lookahead to suspend motion-program execution (equivalent to on-line \ command) • lh<[{list}] – Command reverse execution (“retrace”) in segmented lookahead (equivalent to on-line < command)
Program Direct Coordinate System Commands(continued) • lh>[{list}] – Command resumption of forward execution in segmented lookahead (equivalent to on-line > command) • run[{list}] – Command continuous motion-program execution from present point, or resume from feed-hold (equivalent to on-line r command) • step[{list}] – Command single-step motion-program execution from present point (equivalent to on-line s command) • start[{list}]:{data} – Point program counter to top (or labeled point) of specified motion program and start continuous execution (equivalent to on-line b{constant}r command) • stop[{list}] – Halt motion program execution at end of latest calculated move and rewind program counter to top • pause[{list}] – Halt motion program execution at end of latest calculated move (equivalent to on-line q command) • resume[{list}] – Re-start motion program execution at from suspended pause or hold state
Transmitting Text Strings from Programs • Can transmit formatted text strings with send, cmd, system commands • sendn command transmits string to specified virtual port n = 0 to 4 • Port must be ready by running getsends nprogram • String can contain formatted expression values, control characters • Example: send2"Cycle # %u starting\n", P10; • cmd command transmits string to Power PMAC command parser • gpascii parser automatically active to receive string • String can contain formatted expression values (but no control characters) • Example: cmd"&2#4->%fZ", 25.4*ZaxisSf; • Can monitor execution with Ldata.CmdStatus, Ldata.CmdCount • If program direct command is available, should use it instead • system command transmits string to Linux OS (as from prompt) • Telnet/SSH communications thread automatically active to receive string • String can contain formatted expression values (but no control characters) • Example: system"/var/ftp/usrflash/Project/C\ Language/Background/ Programs/MyCApplication"
Single-Step Execution of Programs • Available for both motion and PLC programs • Works differently in each type • Motion program single-step execution rules: • Done with on-line s or program direct step command • Operates on program already pointed to • Execution normally continues until next move or dwell command • If program was in continuous execution mode, halts execution at this point • However, if bstart program command encountered, execution continues until next bstop command • Does not matter how many move or dwell commands (if any) in between • Especially useful for PVT mode move sequences • PLC program single-step execution rules: • Done with on-line or buffered step plc {list} command • Next scan executes single program line only • Ready to resume execution in later scan at following program line • bstart and bstop program commands do not affect program execution
Methods of Stopping Motion Program Execution • q [pause] – No new program calculations, finish executing already calculated moves • Does not begin to stop immediately (in general) • Decel rate specified by programmed move rules • Stays on programmed path (but no blend at stopped point) • Stops at programmed point • Can resume from stopped point with r [run] or s [step] • s [step] – One additional move calculation, finish executing calculated moves • h [hold] – Feed hold: Ramp time base to zero (%0) starting immediately • Decel rate specified by Coord[x].FeedHoldSlew • Stays on programmed path • Does not stop at programmed point (in general) • Can resume from stopped point with r [run] or s [step]
Methods of Stopping Motion Program Execution • %0 – Set time base value to zero, starting immediately • Decel rate specified by Coord[x].TimeBaseSlew • Stays on programmed path • Does not stop at programmed point (in general) • Can resume from stopped point with % value > 0 • \ [lh\] – Quick stop in segmented lookahead, starting immediately • Decel rate specified by Motor[x].InvAmax (one motor controls) • Stays on programmed path • Does not stop at programmed point (in general) • Acts as “feed hold” outside of segmented lookahead • Can resume from stopped point with > [lh>], < [lh<], r [run], or s [step] • a [abort] – Abort program execution and moves, starting immediately • Decel rates specified by Motor[x].AbortTa and AbortTs (per motor) • Does not stay on programmed path (in general) • Does not stop at programmed point (in general) • Cannot resume from stopped point
Motion Program Execution Status Elements • Not part of C.S. status words – computed on request from multiple status bits in those words • In Script environment, this is transparent to user • In C environment, must use API function call to access • Coord[x].ProgActive • True (1) if a motion program is running or suspended so that it can resume in the C.S. (from q [pause], s [step], h [hold], %0, \ [lh\] (*)) • False (0) if motion program has been stopped with a [abort] • Cannot open program buffer to clear if true • Coord[x].ProgRunning • True (1) if a motion program is running or suspended with h or %0 in the C.S. • False (0) if suspended/stopped with q, s , a, \ (*) • Coord[x].ProgProceeding • True (1) if a motion program is running or suspended with %0 in C.S. • False (0) if suspended/stopped with q, s, a, h, \ (*) * \ [lh\] command acts as h [hold] if outside of segmented lookahead move
Starting and Stopping PLC Program Execution • Commands are both on-line and buffered program • enable plc [list]– Execute scan of listed PLC program(s) in turn in following cycles, starting next scan at top of program • disable plc [list] – Do not execute scan of listed PLC program(s) in following cycles; can only restart execution at top with enable or step • pause plc [list] – Stop execution at present point; do not execute scan of listed PLC program(s) in following cycles; can restart at paused point (e.g. on while command) with resume or step • resume plc [list] – Execute scan of listed PLC program(s) in turn in following cycles, starting next scan at paused/stepped point • step plc [list]– Execute single line of listed PLC program(s) in turn in next cycle, starting next scan at paused/stepped/disabled point. If issued from within affected program, suspends operation immediately; can resume/step from next line.
cx & cpx One-Line One-Shot Programs • cx {program command(s)} executes as one-line PLC program • cpx {program command(s)} executes as one-line motion program (for addressed coordinate system) • “Program” is not saved in either case • Eliminates need for open/download/close/run cycle • Useful for “MDI” (manual data input) mode in CNC-type machines • Useful for quick checks of functionality in development • Single-line loops (while, do…while) permitted • Single-line if conditional branch actions permitted • Variable modification commands (e.g. P1 += 5) permitted • Axis move commands permitted (rapid mode only for cx) • Move commands operate on axes of addressed coordinate system • pmatch automatically executed for cpx, but not for cx command